


EPD150 / EPD200 Full Movie

DH25XX / DH35XX Full Movie

Note that the EPD150/DH25XX & EPD200/DH35XX do not have a humidistat fitted unlike the smaller EPD30/DH8XX & EPD50/DH12XX

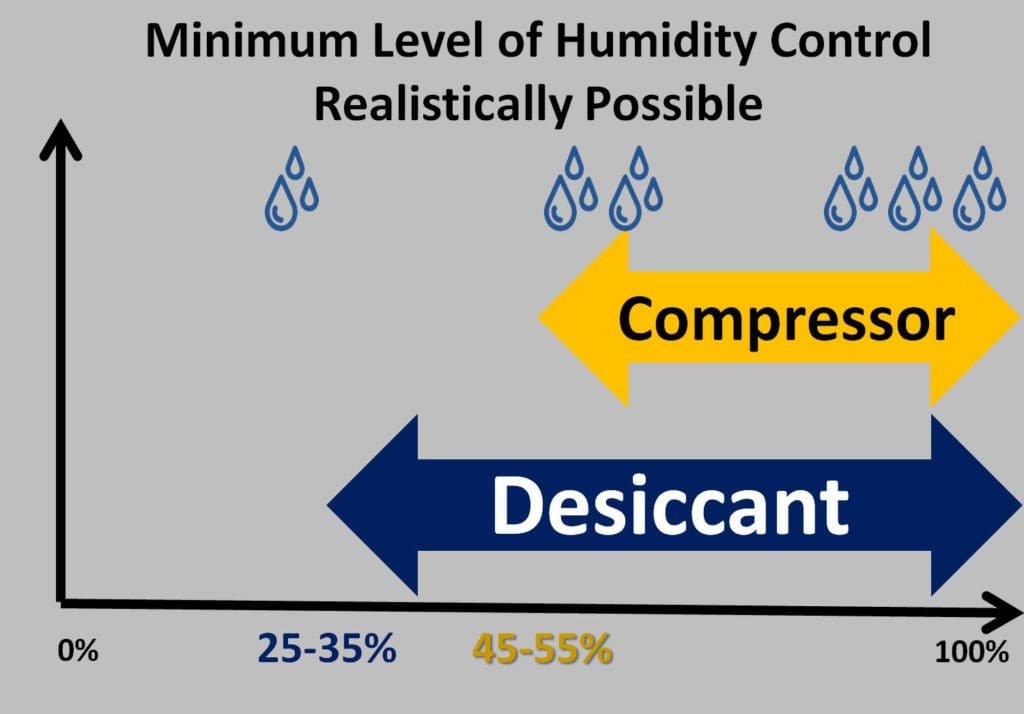
Every time air passes through the DryFan it is dried about 30% and again by 30% for every repeated cycle through the DryFan
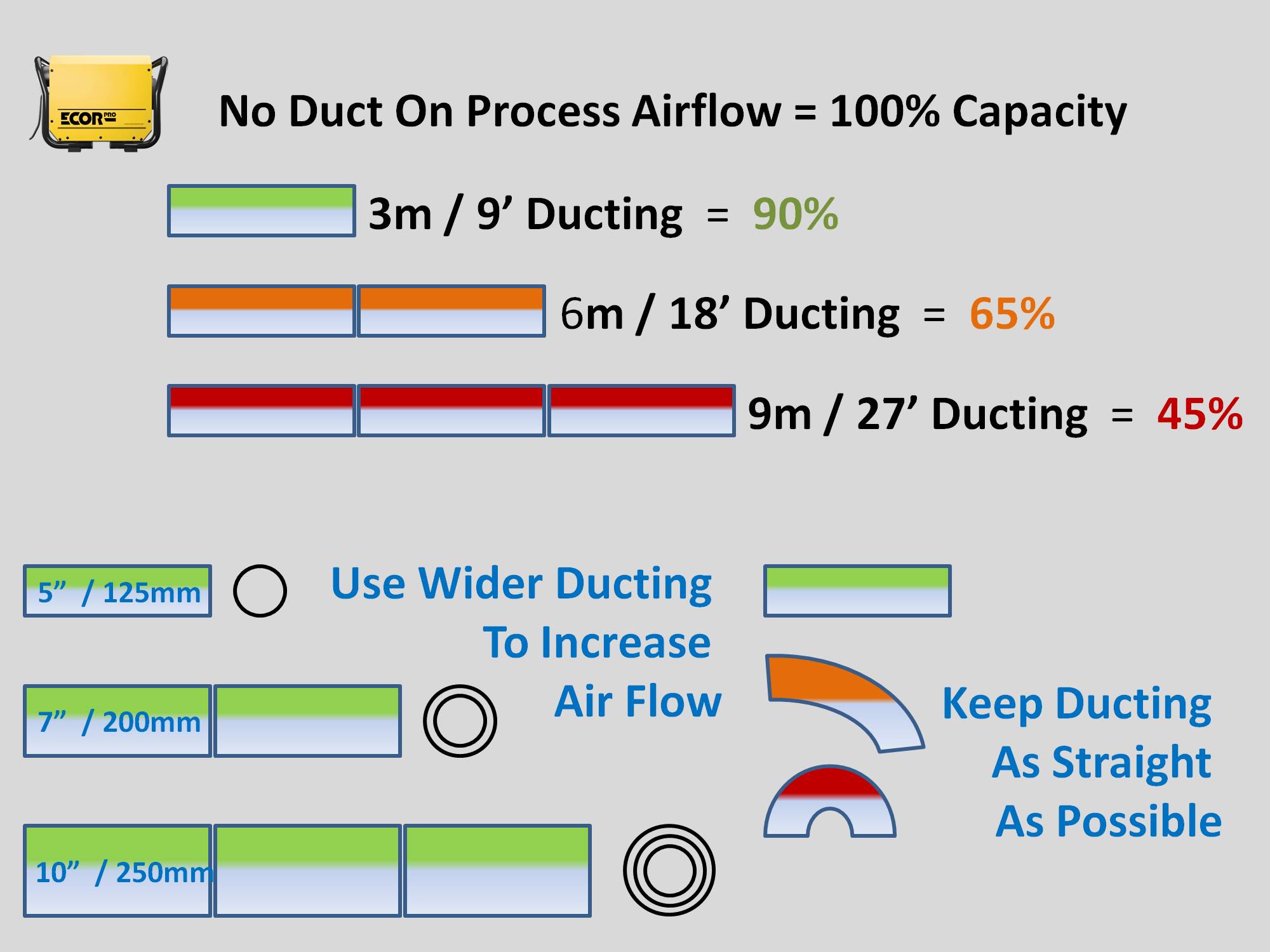
KEEP DUCTS AS SHORT AS POSSIBLE WITH MINIMUM NUMBER OF BENDS. SMOOTH DUCTING WORKS BEST OF AL.
Increasing the length of the ducts means greater air resistance and therefore less performance. It is better to keep the wet air exhaust duct (no water is produced) as short as possible and increase the length of the dry air outlet if needed.
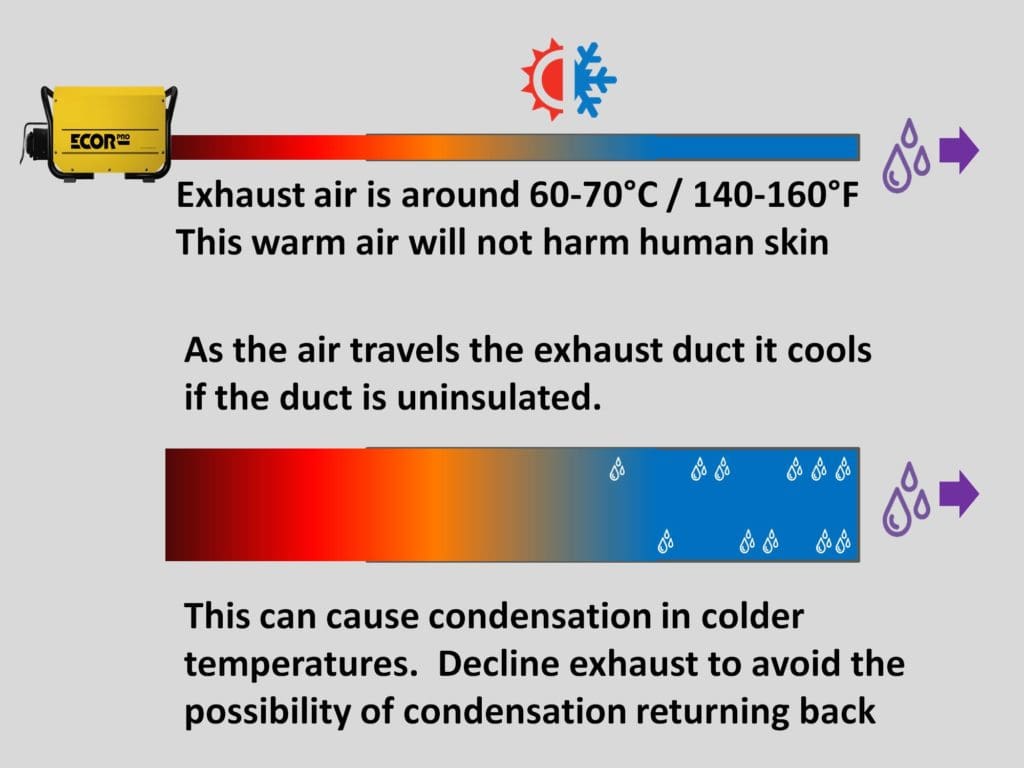
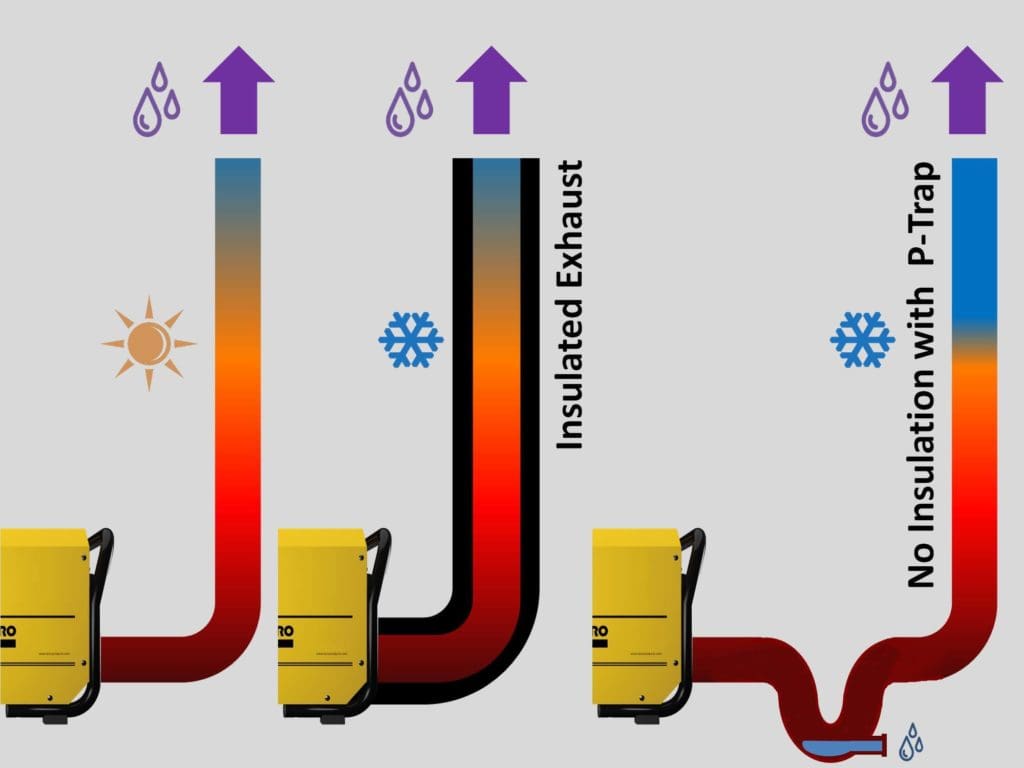
The greater the duct length, the greater chance of condensation forming in the exhaust. Angle the duct downwards to prevent any condensate that builds in the exhaust to drain out away from the dehumidifier. Alternatively, insulate the duct to prevent condensation in colder climates.
To increase air flow use wider ducting than the one prescribed as much as possible.
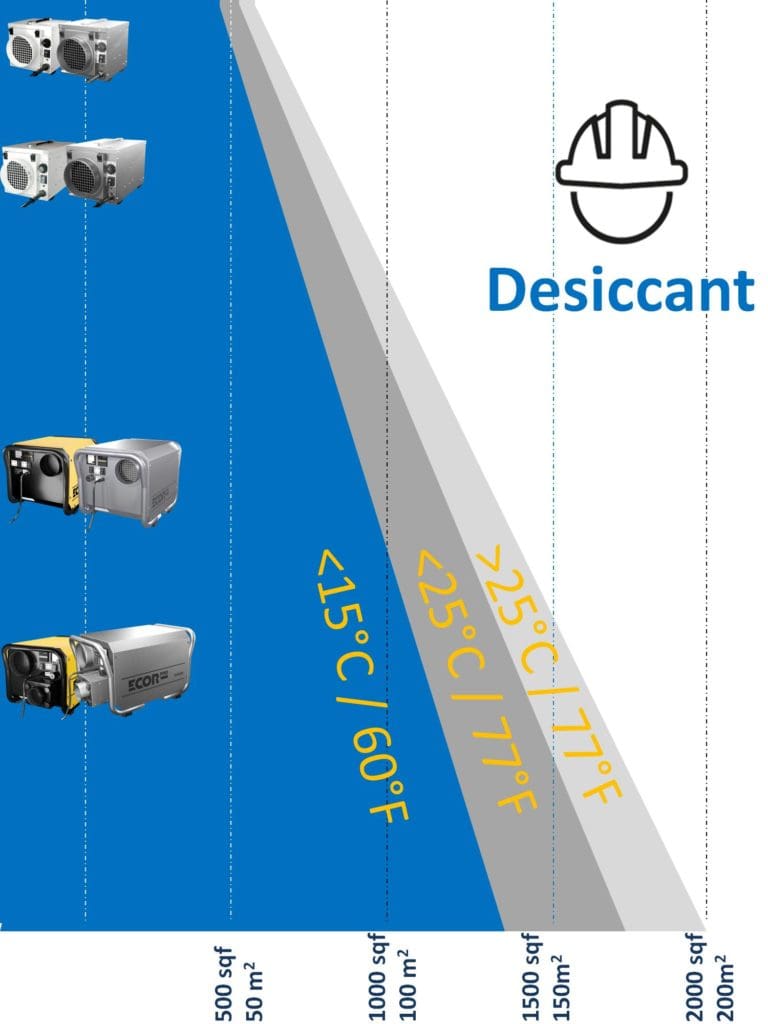
Information is should be classed as a rule of thumb. Consider the average temperature the dehumidifier will be working in.
Be carefule of direct unlight or areas of high solar gain. Units will stop working in air temperatures above 40°C / 104 °F. Each unit is reset from overheating differently. If your unit stops working see this page
Is My Dehumidifier Working?
You may need separate consideration for Garages, Conservatories, Crawl Spaces or Attics
Keep ducts as short as possible. See below for more considerations on ducting the dehumidifiers.
Drying a water-damaged room has moved on from the days of lighting a fire and opening the doors and windows. The industry no longer leaves a dehumidifier in the middle of the flood-damaged room with a couple of air movers and hopes for the best, not least because it wastes expensive energy and because contractors are increasingly aware of the need to reduce both their carbon footprint and the time it takes to do the job.
Power availability also means more efficient products can be used on the power supply than more power hungry units.
With saving labour and making effective use of expensive assets increasingly important in a competitive market, focused or targeted drying is a good start, but as we move towards a more sustainable, cost-focused industry, it’s not enough.
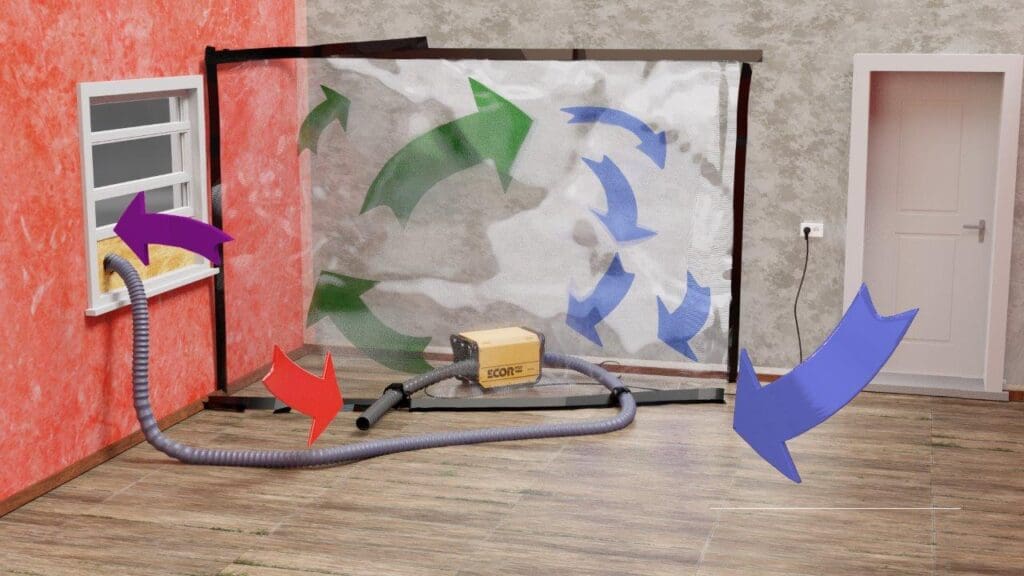
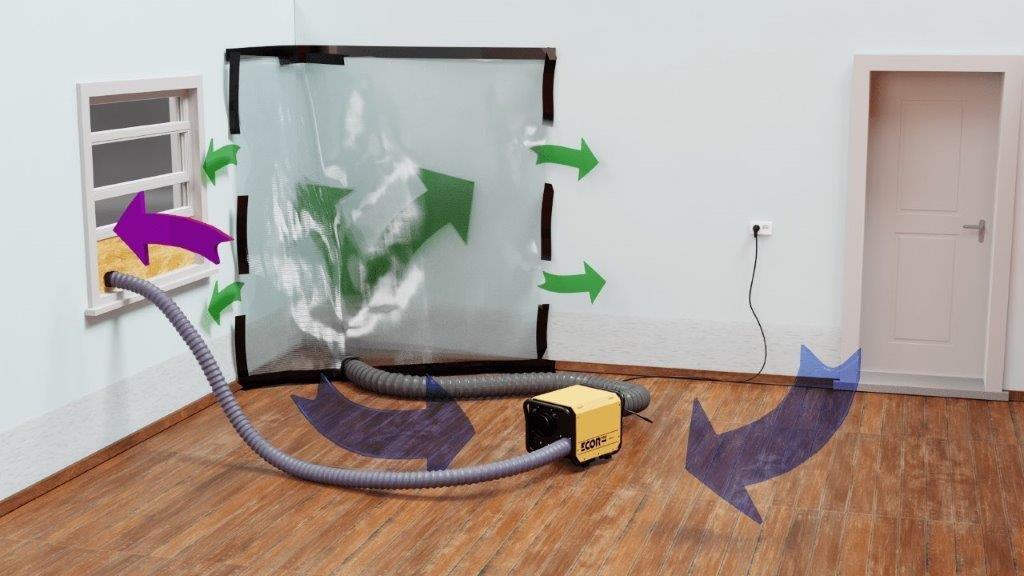
Using tenting for target drying ensures the dehumidifier only dries the wet parts of the room and avoids drying unaffected areas, a process that can cause secondary damage by sucking too much moisture out of some of the materials in the rest of the room. In short, drying a whole room to remedy a flood in part of it is remarkably inefficient.
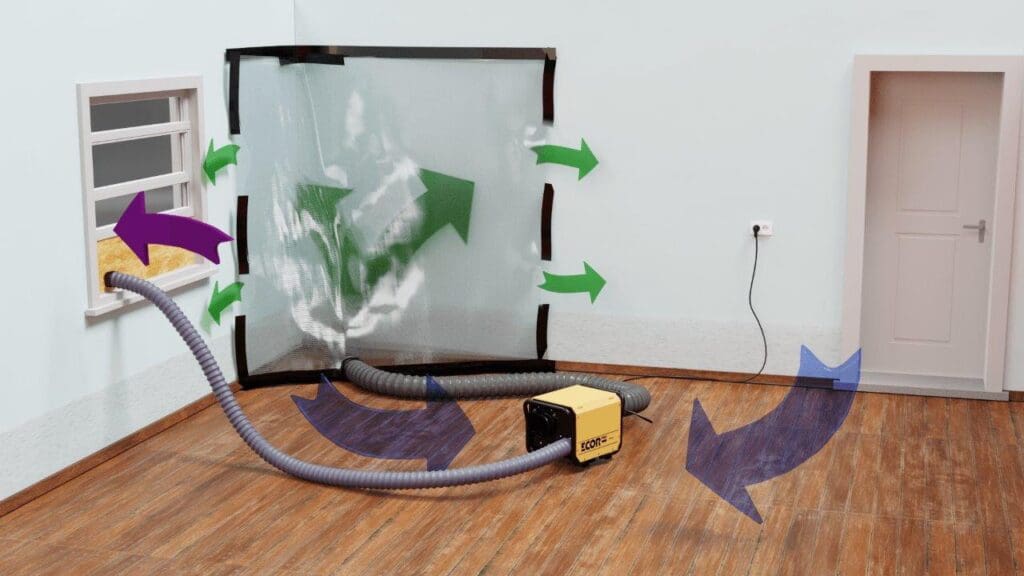
Targeted drying uses plastic sheeting to create a sealed chamber, or ‘tent’, around the wet area of the room, saving significant amounts of energy by not drying the 90% of the room that wasn’t wet in the first place - but even that approach is inefficient.
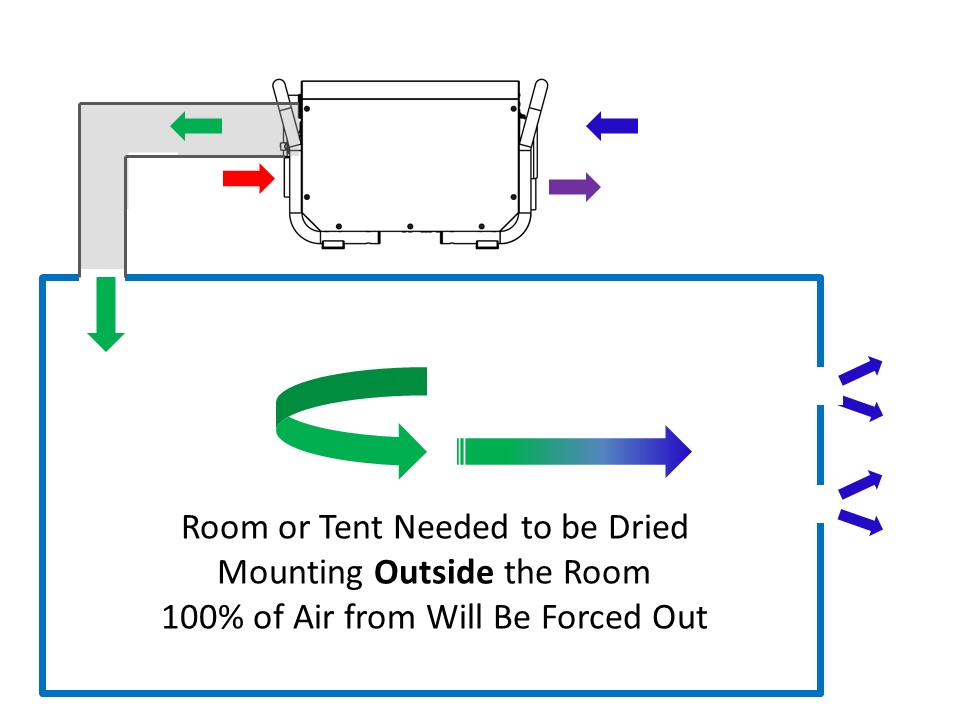
The inefficiency arises when the tent is fed from outside by the dry air from a desiccant (absorption) dehumidifier, the best choice when drying dense materials like brick or block walls.
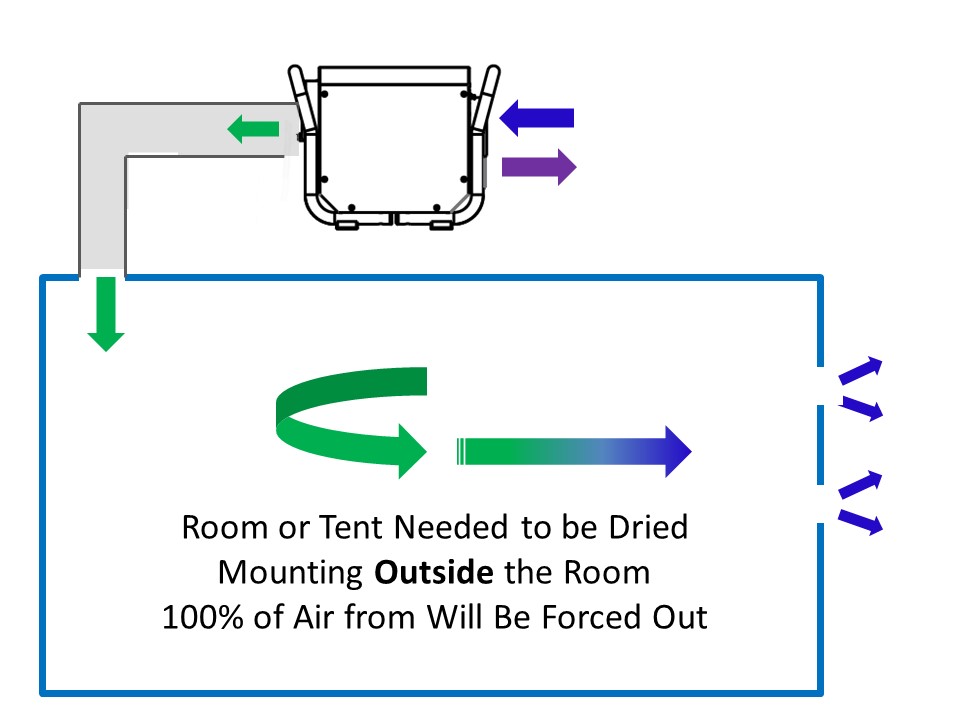
As air is blown into the tent, the same volume of air must escape. This positive pressure system means that the drying air is taken from the whole room – as well as from outside if the windows are open. That makes the whole room part of the drying regime, with the dehumidifier forced to dry potentially damp air before putting it into the tent. If the air being fed in can’t be controlled, the drying can’t be controlled either.
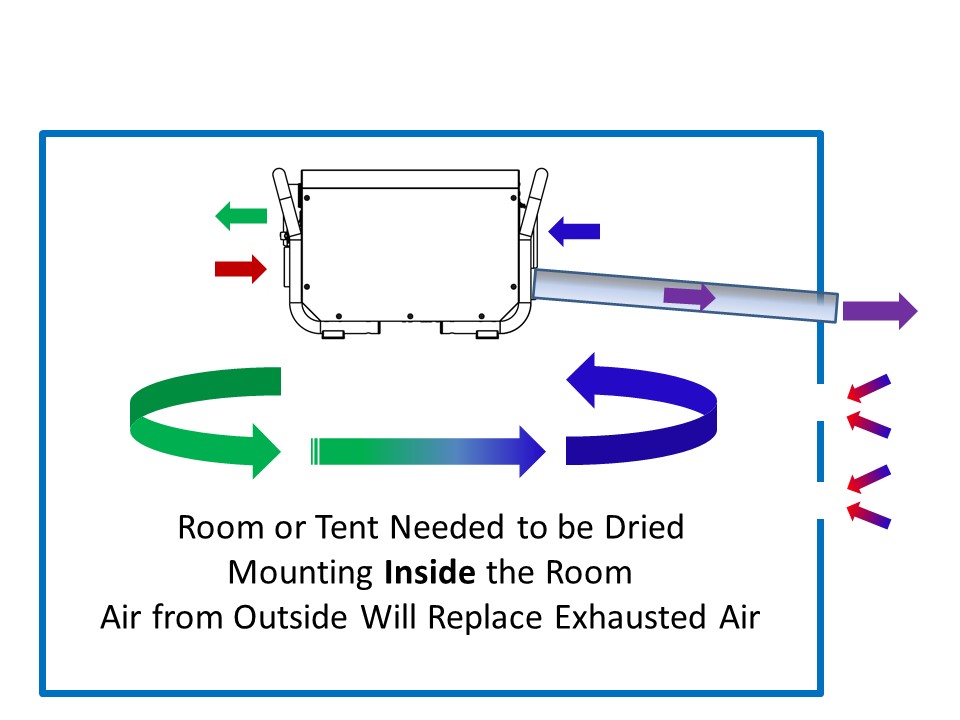
The answer is to create a negative pressure system by moving the dehumidifier inside the tent, creating a controlled environment.
Let’s talk maths. In our positive system, a normal three port desiccant dehumidifier moving 150 cubic metres (5300 cft) per hour is probably generating cubic metres (4200 cft) of dry air for drying and using 30 cubic metres (1000 cft) to dry its wheel. In a typical one cubic metre tent (35 cft) , the air is exchanged 120 times per hour, but if the tent is in a room with a total volume of 60 cubic metres (2100 cft), the air in the room outside the tent is recirculated twice, too – to no purpose.
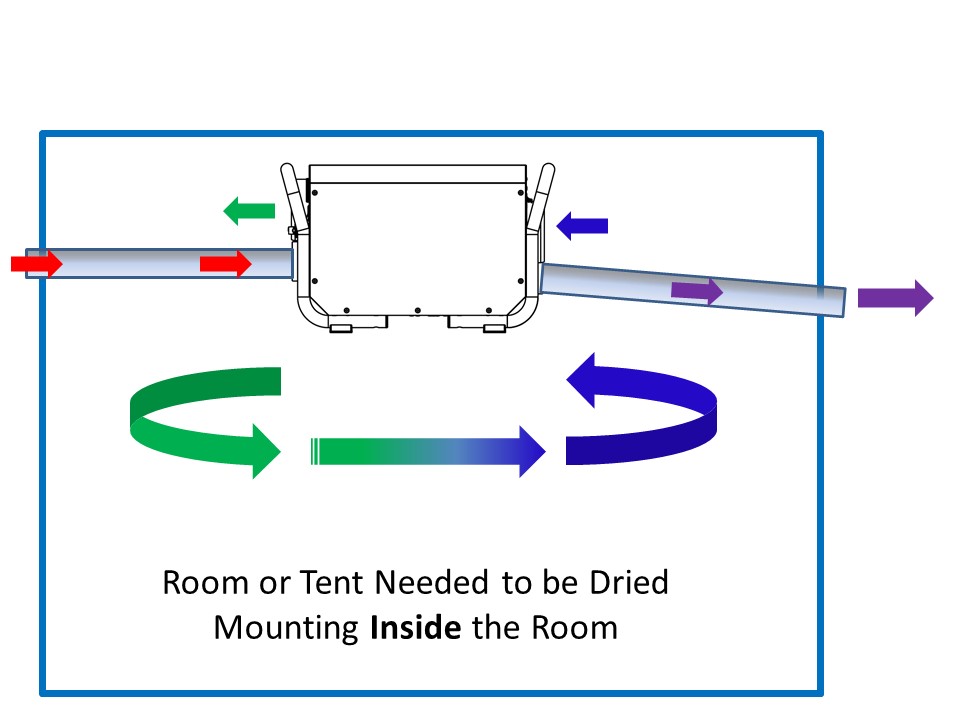
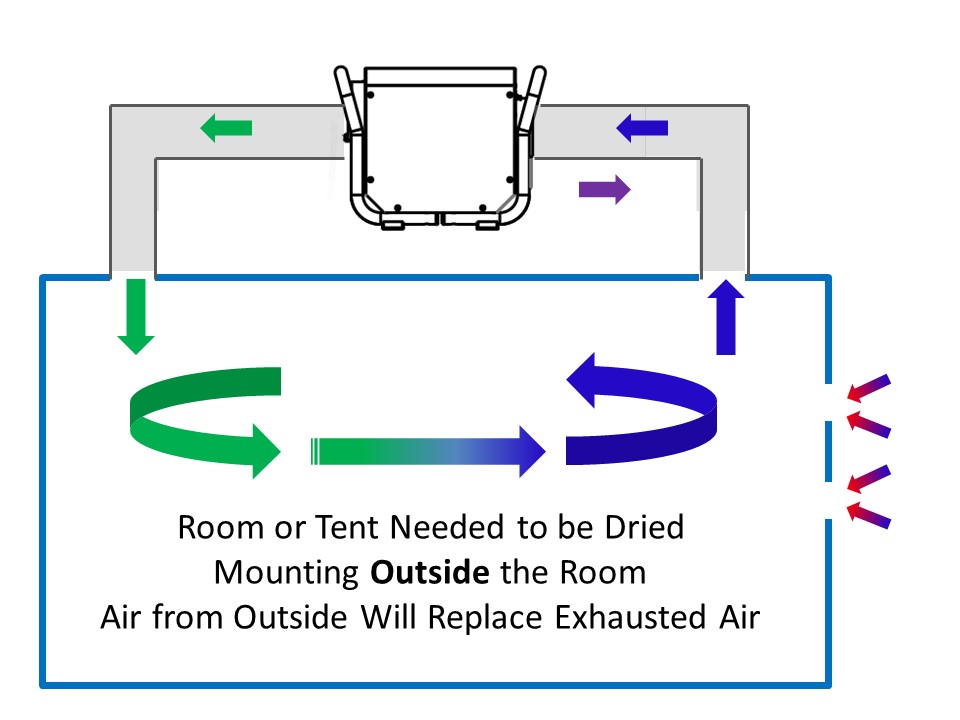
In a negative system, the air in the tent is exchanged only 30 times but is recirculated 120 times per hour, each time becoming drier, significantly increasing the efficiency of the drying regime and reducing energy usage.
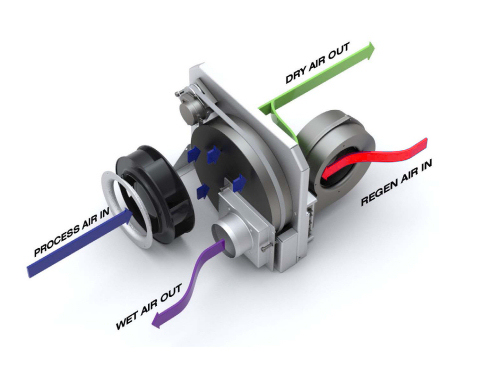
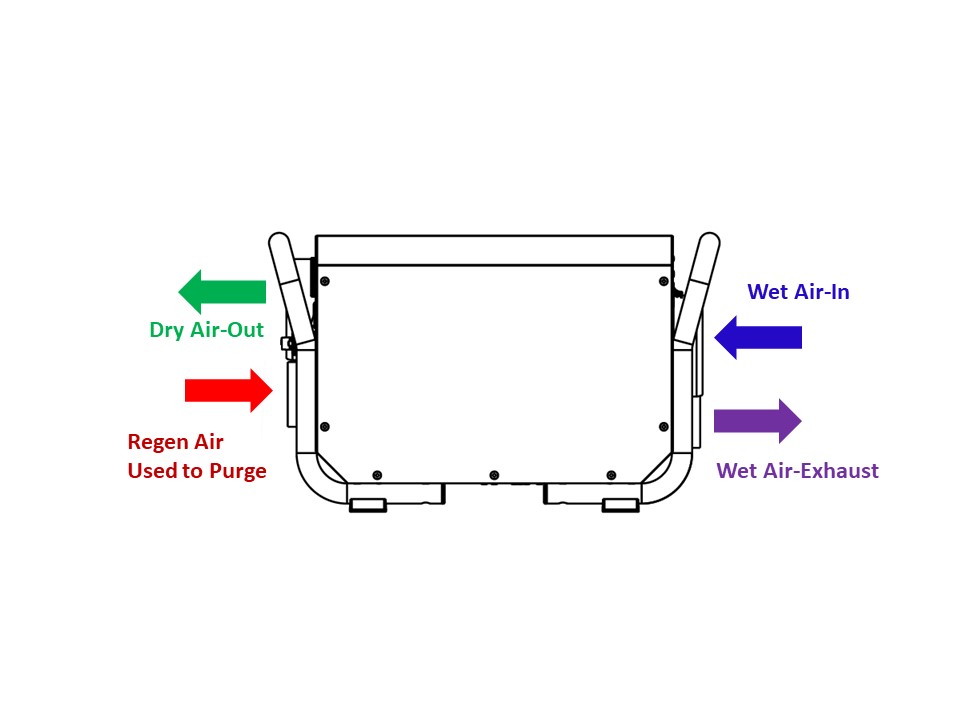
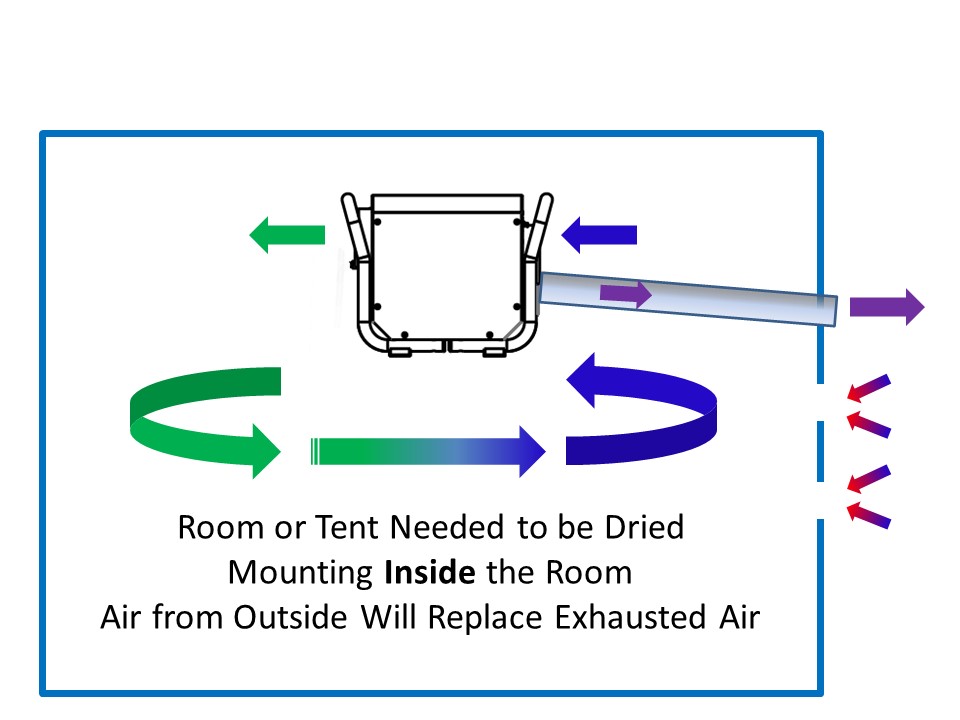
Taking this a step further, Ecor Pro’s four port DH3500/EPD200 and the EPD300 uses a separate air stream to dry its wheel, so it works at an equal pressure and air in the tent is not exchanged with the air in the room. The dehumidifier can be placed inside the tent and the ‘regen’ air to dry the wheel pumped into the tent and back out. Alternatively, the dehumidifier can be placed outside the tent and the air taken from the tent to the dehumidifier and back, which means the drying tent or chamber can be sealed around the ducts to give maximum efficiency.
Air recirculation 100%, air exchange 0%. That is efficient.
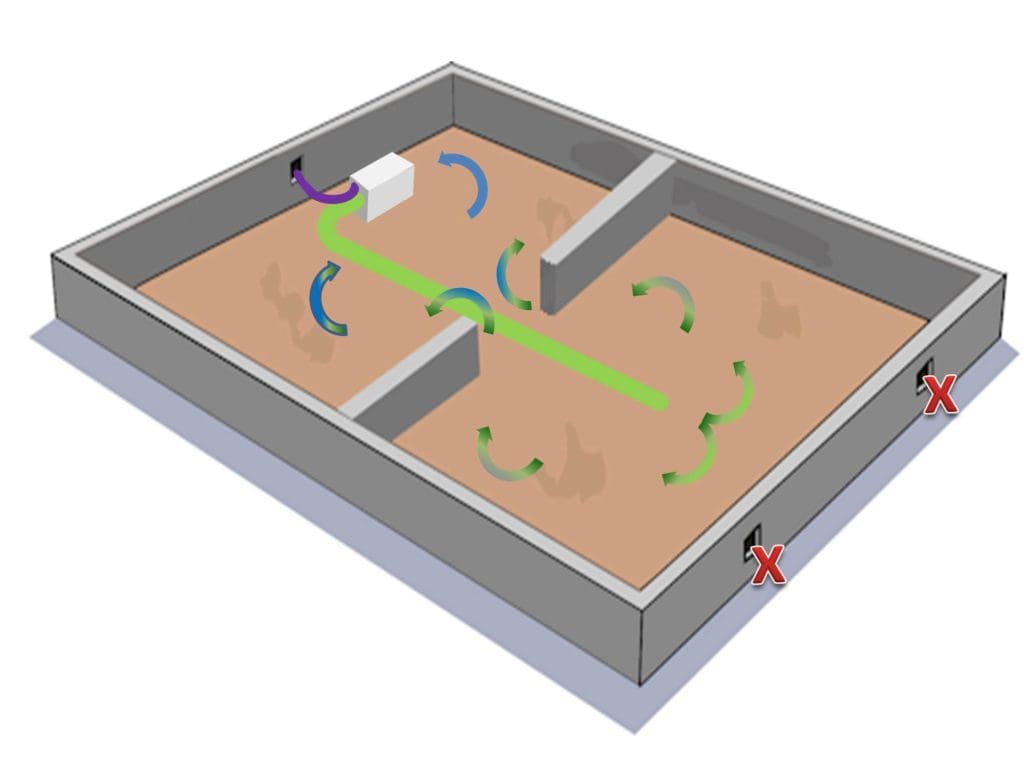
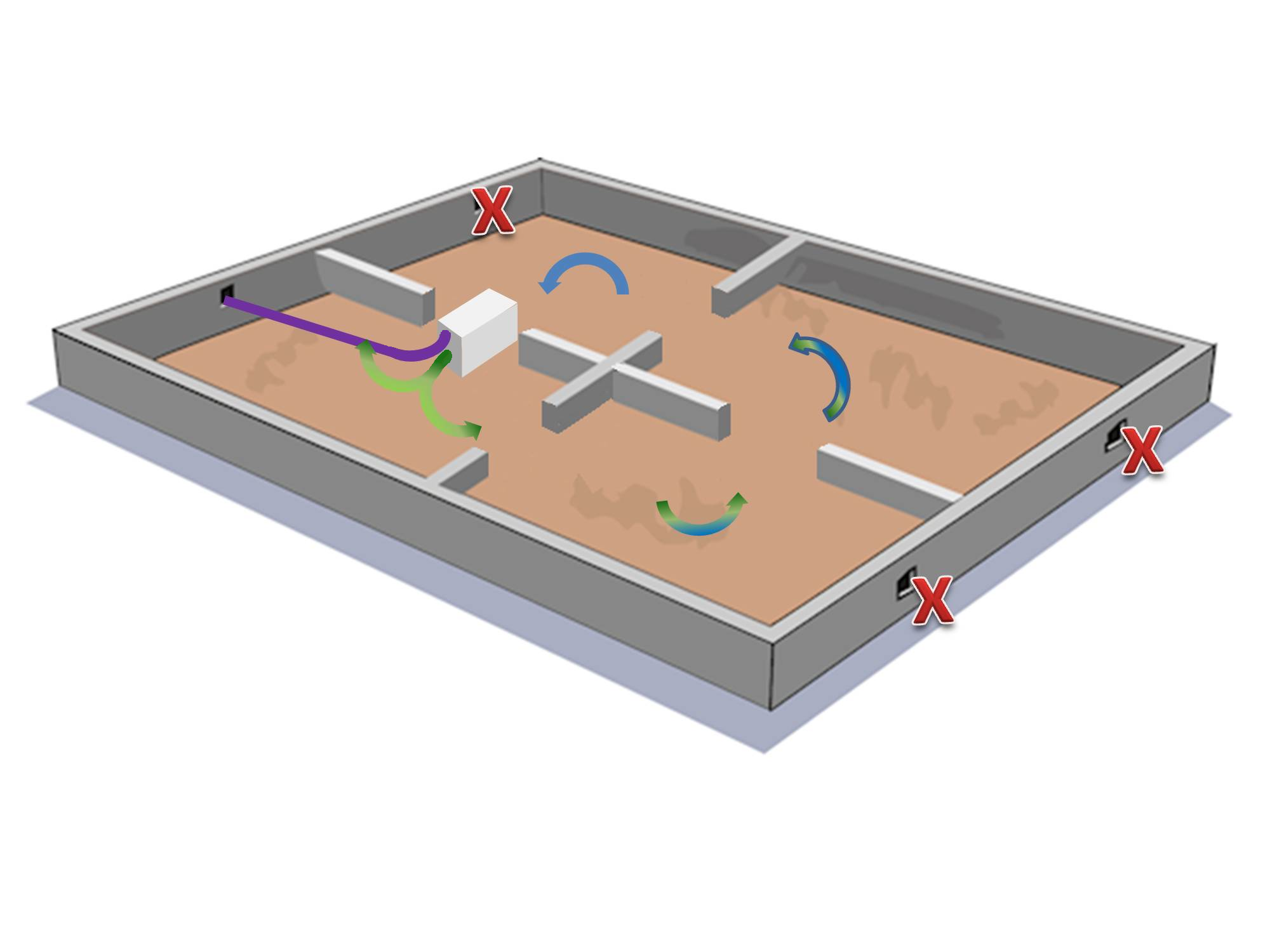
Moisture is "vented away". No water is produced. The moist air is vented to the outside or moved to another area that is vented. Most common installation.
Focussing the dry air gives faster drying times. Example of "Positive Pressure" or forcing the dry air into areas it is needed
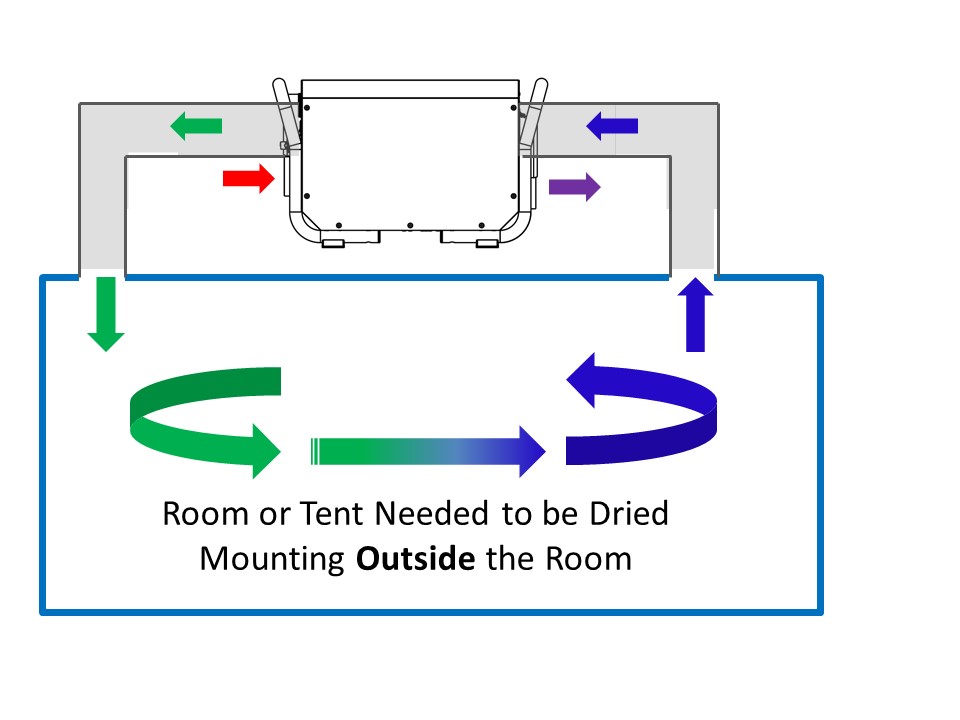
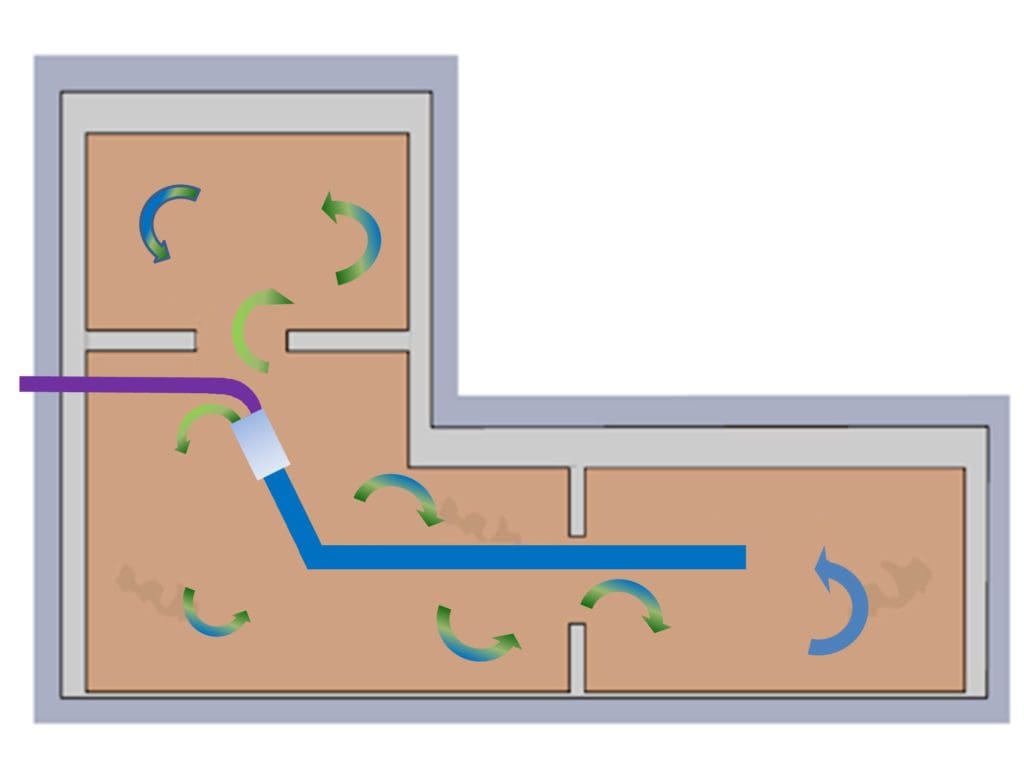
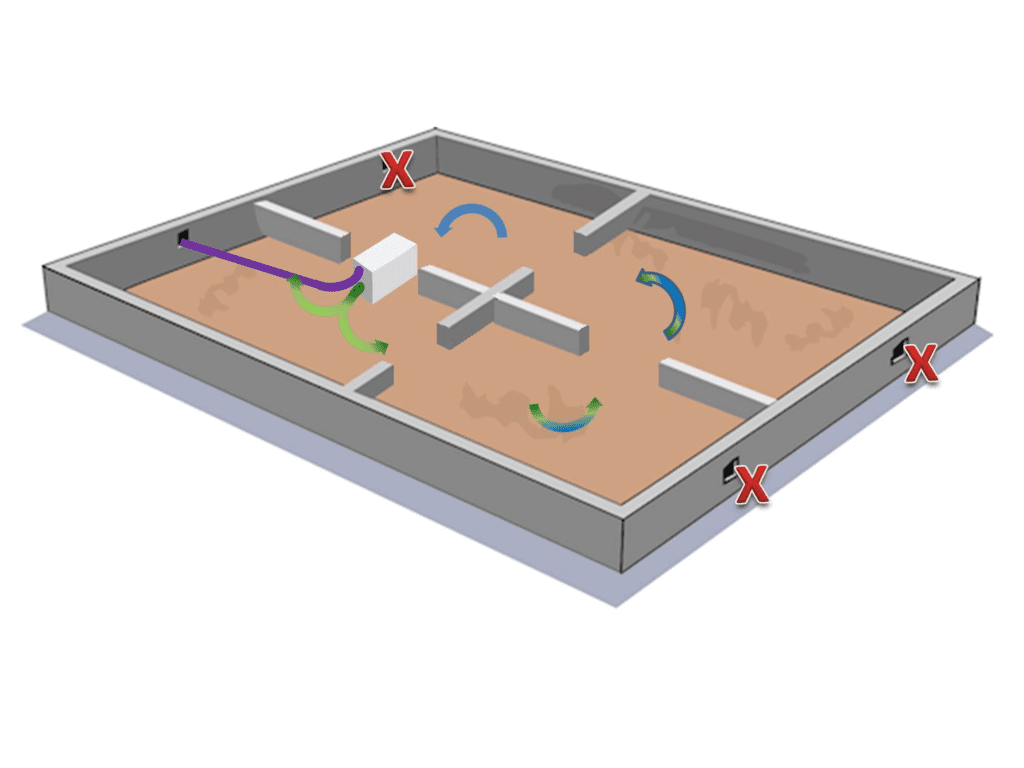
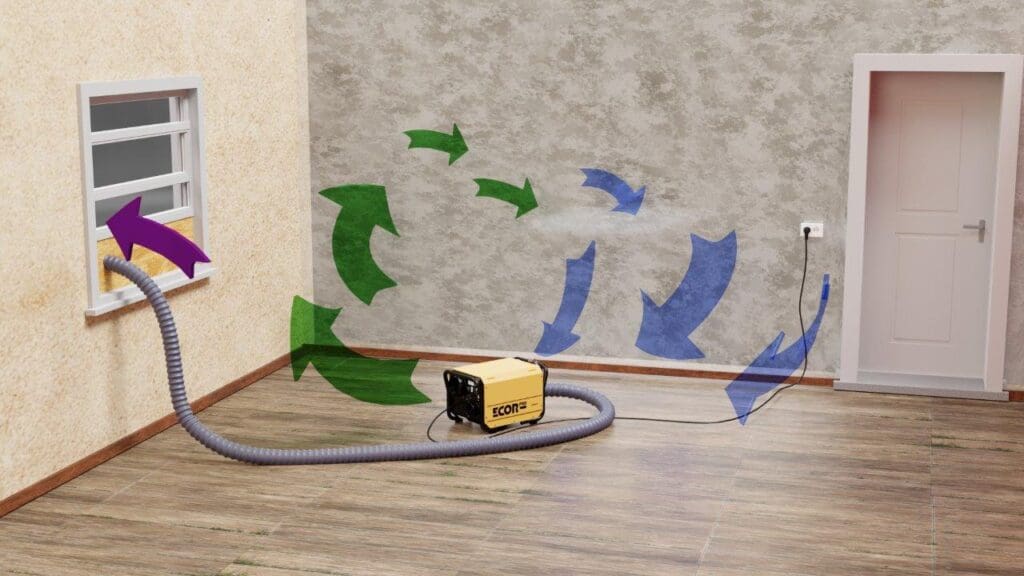
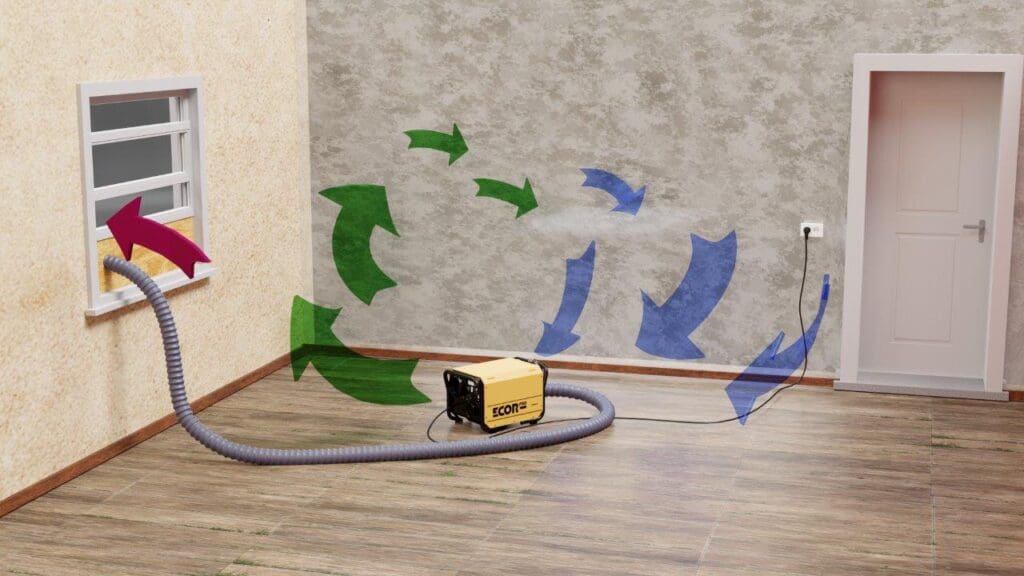
Recirculating the air to be dried gives a compound effect and gives faster drying. This system is "Neutral Pressure" and is outside the room being dried.

Having the machine in the area being dried and recirculating the air is the most efficient way of drying. This system is "Neutral Pressure" and is inside the room being dried.
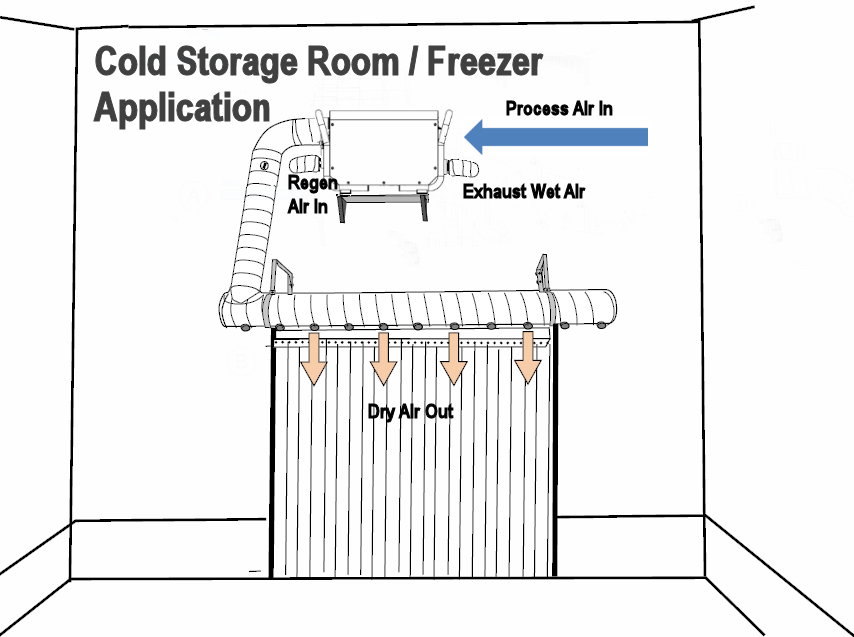
Operating below zero and can operate in sealed rooms, 4-Hole allows even cold rooms and freezers to reduce moisture problems.
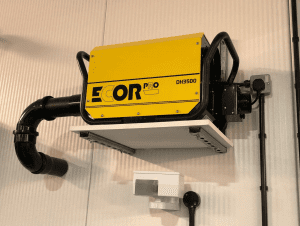
Inside room being dried pressure neutral .g. cold room “4 -hole mode”. Ceiling mount with C-Clips as the picture below positioned in a food freezer.


Inside room being dried example in simple “3 hole mode” . Could have been placed with C-Clips to the wall on it’s side.

Used to make a drying cabinet in pressure neutral mode. Used for food production, industrial processes and lumber drying as well as other organic materials.
Read More

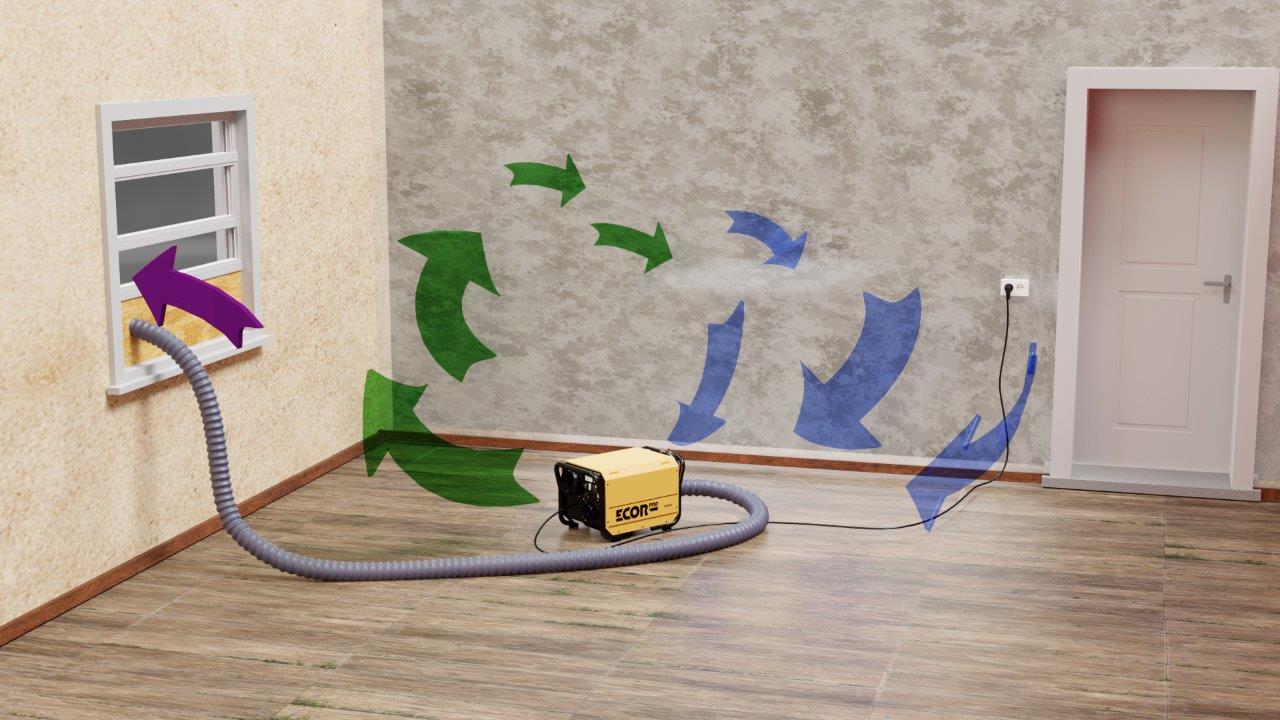
Moisture is "vented away". No water is produced. The moist air is vented to the outside or moved to another area that is ventilated. Most common installation.
15% of the air that is processed is expelled as wet air. This air needs to be replaced. Air from outside the room may be more humid. This is averted with a larger model.

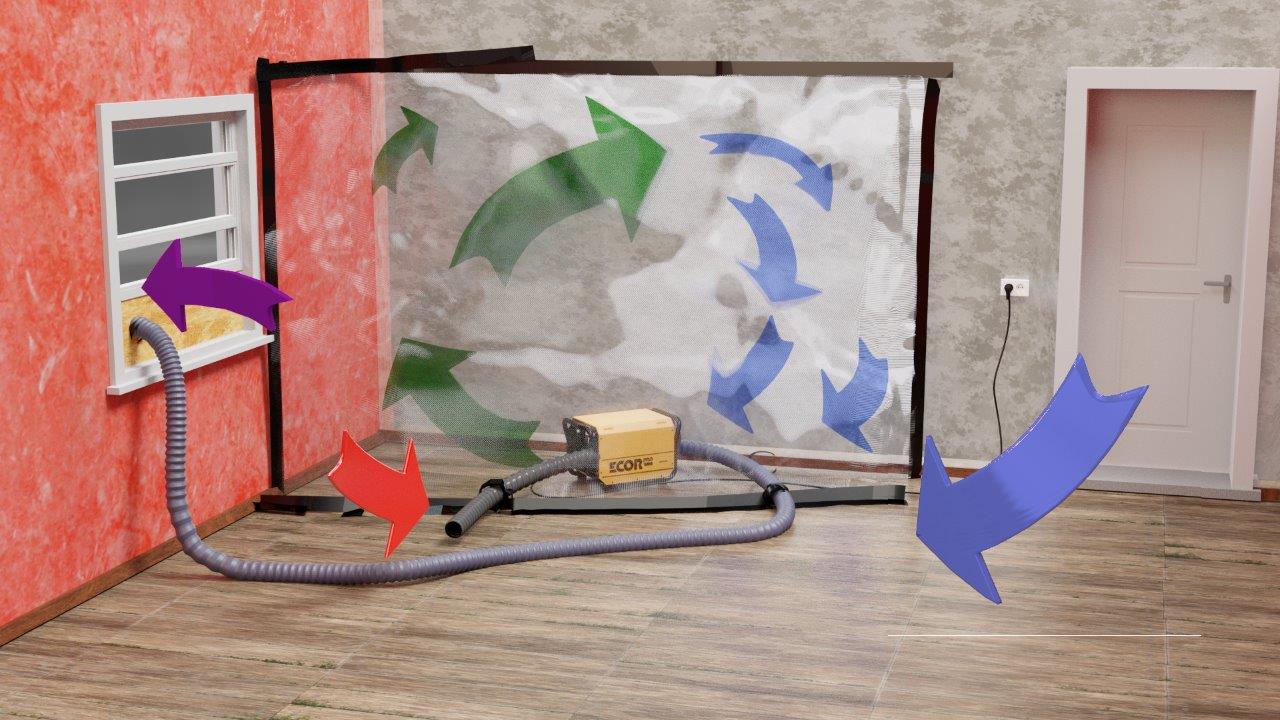
Having the machine in the area being dried and recirculating the air is the most efficient way of drying. This system is "Negative Pressure. In a small enclosure, covered with plastic sheeting a frame is needed to ensure the tent maintains structure. Rooms generally are not air tight so in larger rooms air can leak under doors etc
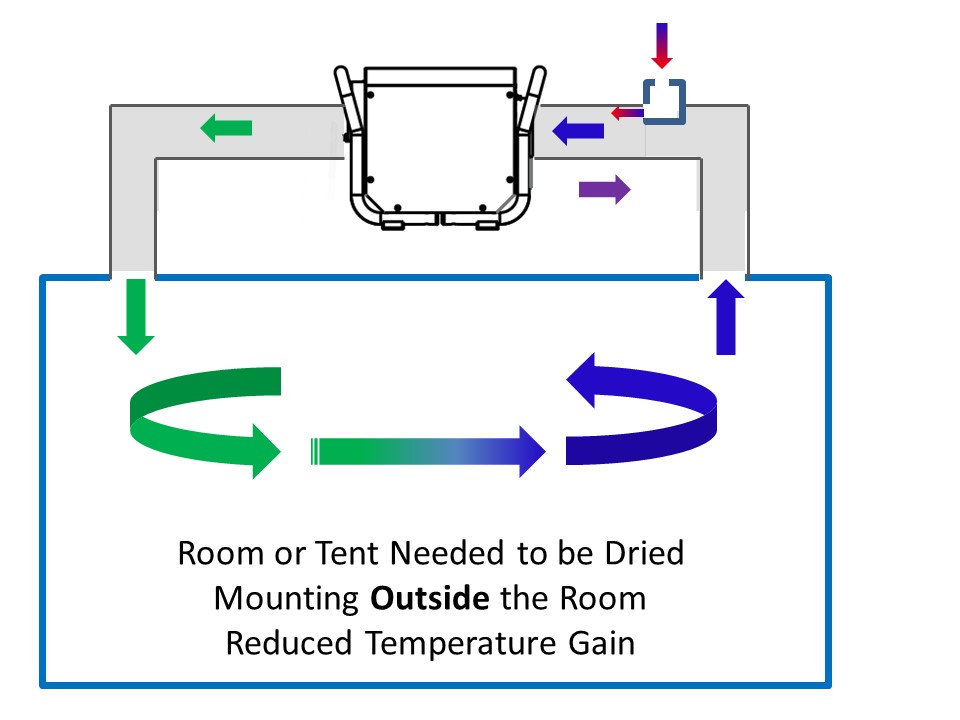
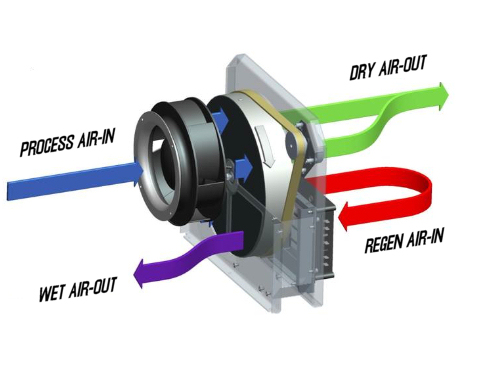
3-hole systems have one advantage over 4-Hole systems. Around 60 Watts of energy will be retained in the process air flow with a 4-Hole system. Normally this is not a problem (Same energy as an old home light bulb) but if it is a variable air valve may be added to balance the system with regen air.
This assumes that the air from any variable inlet (variable in order to find balance of air flow) is colder than the air inside the room being dried. Typical applications will include buildings where heat generated by people is not covered fully by any air conditioning.
Freestanding drying flooded areas just on the ground

EPD200 / DH35XX Options Explained
EPD150 / DH25XX Options Explained












































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}