




































AUCUNE EAU PRODUITE. L'HUMIDITÉ EST ÉVACUÉE, MÊME VERS LE HAUT
Sécheur d'eau idéal conçu pour l'industrie de la restauration
Extraction 27°C (80°F) / 60% RH - AHAM)
50 litres (90 pintes/jour)
Équivalent à un déshumidificateur industriel typique de 170 litres (300 pintes).
EPD300 RESTO est fabriqué en acier avec une peinture époxy résistante et un couvercle en acier inoxydable de qualité marine.
Petit par rapport aux modèles concurrents de capacité similaire. Sèche 24 heures sur 24, 7 jours sur 7.
Sèche jusqu'à -20°C /-4°F et jusqu'à 104°F/40°C
Traceur d'actifs Bluetooth intégré
Contrôles à basse tension pour la sécurité du site
Capacité de surveillance à distance
Quatre trous pour un séchage rapide et efficace minimisant l'empreinte carbone
Parties associées

Séchage par pression neutre - Séchage par inondation
Sceller la tente de séchage et concentrer l'air sec pour gagner du temps, de l'argent et réduire l'empreinte carbone.
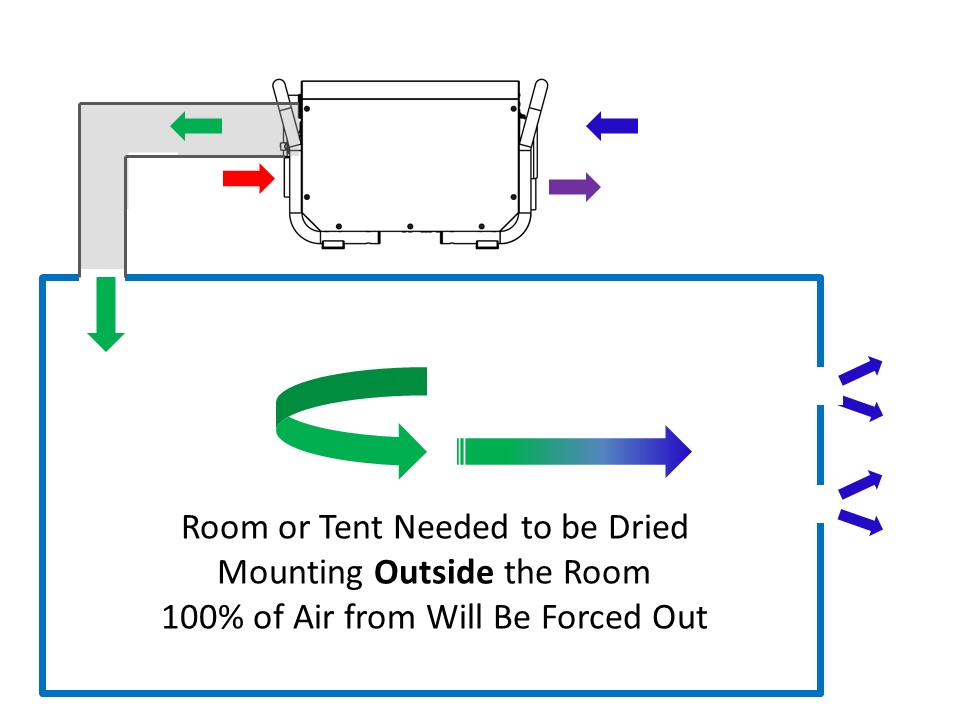
Pression neutre Extérieur
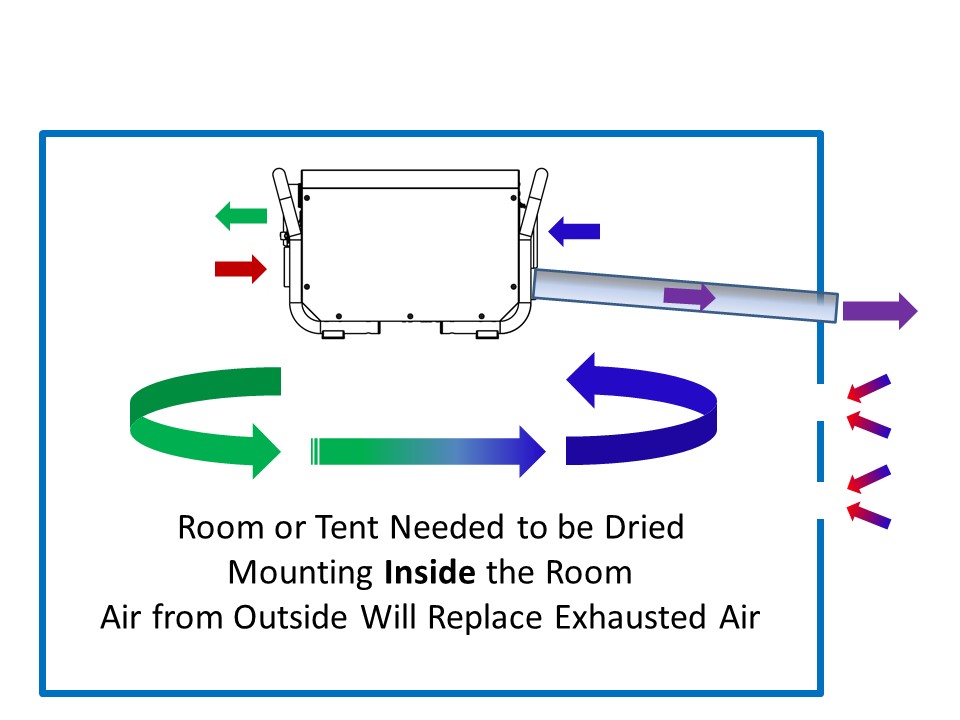
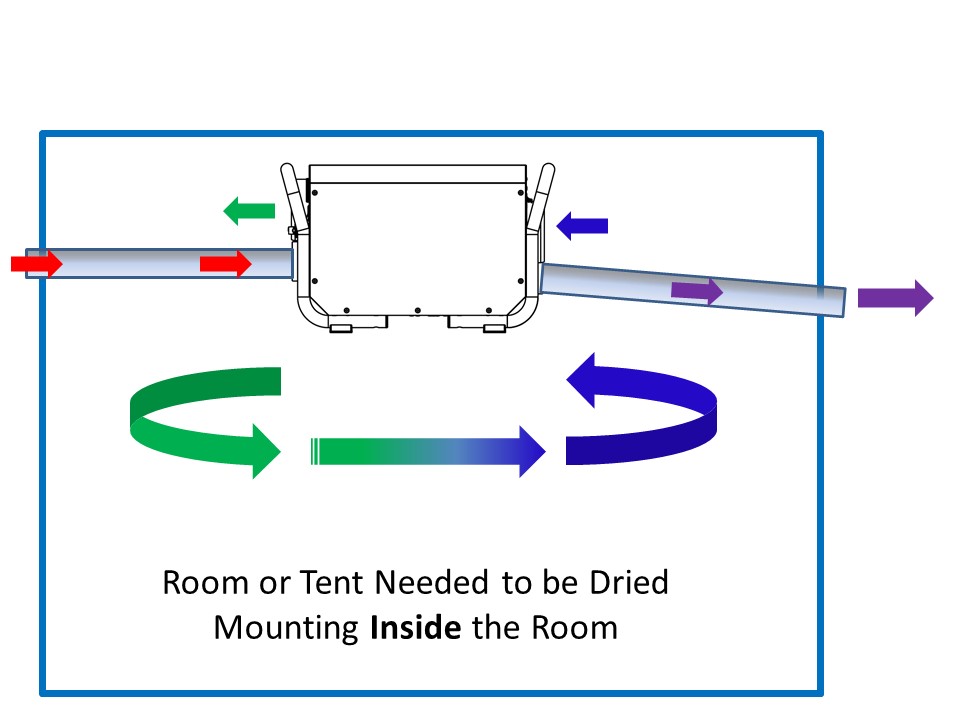
Pression neutre à l'intérieur
Comment monter une tente de séchage
Installation d'un déshumidificateur
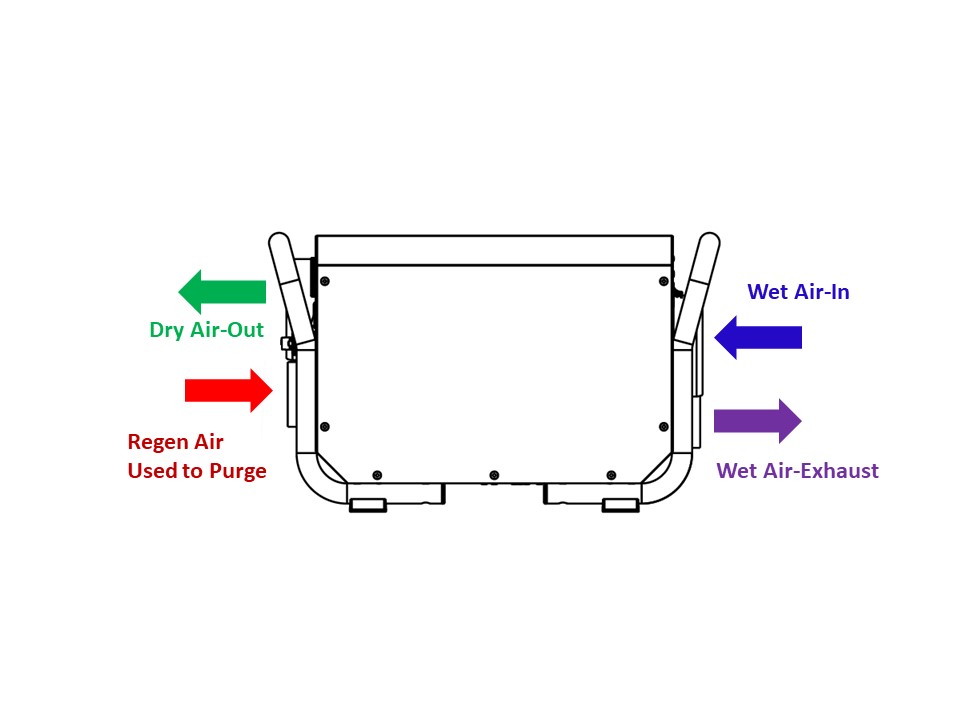
Il s'agit d'un déshumidificateur à 4 trous, ce qui signifie qu'il y a 2 ventilateurs séparés à l'intérieur. Un pour l'air de traitement (l'air qui doit être séché) et l'air de régénération qui est utilisé pour purger la roue de l'humidité et qui est ensuite évacué.
Le séchage d'une pièce endommagée par l'eau a évolué depuis l'époque où l'on allumait un feu et ouvrait les portes et les fenêtres. L'industrie ne laisse plus un déshumidificateur au milieu de la pièce inondée avec quelques brasseurs d'air en espérant que tout ira pour le mieux, notamment parce que cela gaspille une énergie coûteuse et parce que les entrepreneurs sont de plus en plus conscients de la nécessité de réduire à la fois leur empreinte carbone et le temps nécessaire à l'exécution du travail.
La disponibilité de la puissance signifie également que des produits plus efficaces peuvent être utilisés sur l'alimentation électrique que des unités plus gourmandes en énergie.
L'économie de main-d'œuvre et l'utilisation efficace d'actifs coûteux étant de plus en plus importantes sur un marché concurrentiel, l'assèchement ciblé est un bon début, mais ce n'est pas suffisant dans la mesure où nous nous dirigeons vers une industrie plus durable et plus axée sur les coûts.
L'utilisation de tentes pour le séchage ciblé garantit que le déshumidificateur ne sèche que les parties humides de la pièce et évite de sécher les zones non touchées, un processus qui peut causer des dommages secondaires en aspirant trop d'humidité de certains matériaux dans le reste de la pièce. En bref, assécher une pièce entière pour remédier à une inondation partielle est remarquablement inefficace.
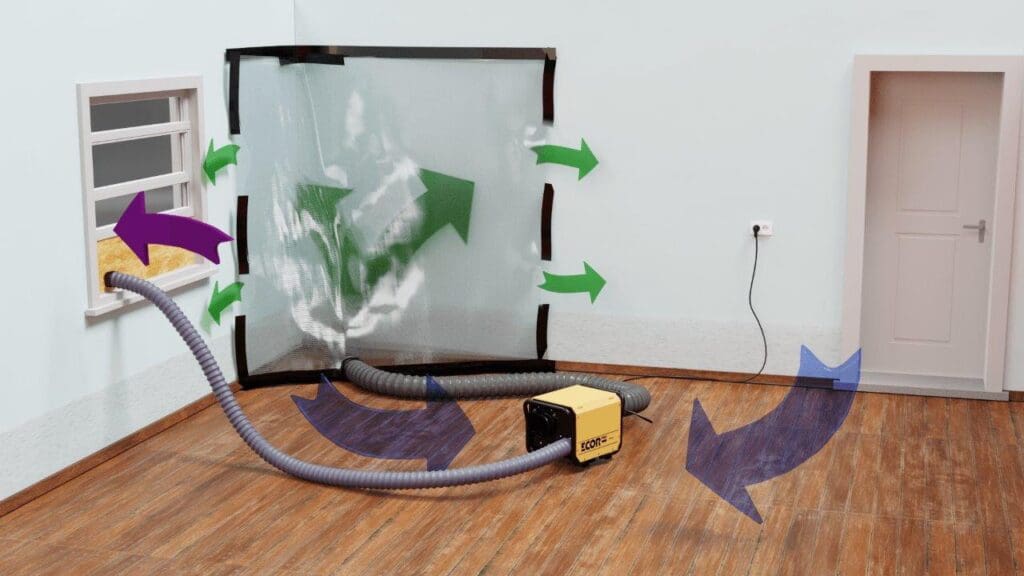
Le séchage ciblé utilise des feuilles de plastique pour créer une chambre hermétique, ou "tente", autour de la zone humide de la pièce, ce qui permet d'économiser des quantités importantes d'énergie en ne séchant pas les 90 % de la pièce qui n'étaient pas humides au départ - mais même cette approche est inefficace.
L'inefficacité survient lorsque la tente est alimentée de l'extérieur par l'air sec d'un déshumidificateur à dessiccation (absorption), le meilleur choix pour sécher des matériaux denses comme les murs en briques ou en blocs.
Lorsque de l'air est insufflé dans la tente, le même volume d'air doit s'en échapper. Ce système de pression positive signifie que l'air de séchage est prélevé dans toute la pièce - ainsi qu'à l'extérieur si les fenêtres sont ouvertes. L'ensemble de la pièce fait donc partie du régime de séchage, le déshumidificateur étant obligé de sécher l'air potentiellement humide avant de l'introduire dans la tente. Si l'air introduit ne peut être contrôlé, le séchage ne peut l'être non plus.
La réponse consiste à créer un système de pression négative en déplaçant le déshumidificateur à l'intérieur de la tente, créant ainsi un environnement contrôlé.
Parlons mathématiques. Dans notre système positif, un déshumidificateur normal à dessiccation à trois orifices déplaçant 150 mètres cubes (5300 cft) par heure génère probablement des mètres cubes (4200 cft) d'air sec pour le séchage et utilise 30 mètres cubes (1000 cft) pour le séchage de sa roue. Dans une tente typique d'un mètre cube, l'air est renouvelé 120 fois par heure, mais si la tente se trouve dans une pièce d'un volume total de 60 mètres cubes, l'air de la pièce à l'extérieur de la tente est également recyclé deux fois, en vain.
Dans un système négatif, l'air de la tente n'est renouvelé que 30 fois, mais il est recirculé 120 fois par heure, devenant à chaque fois plus sec, ce qui augmente considérablement l'efficacité du régime de séchage et réduit la consommation d'énergie.
Pour aller plus loin, les déshumidificateurs Ecor Pro DH3500/EPD200 à quatre ports et EPD300 utilisent un flux d'air séparé pour sécher leur roue, de sorte qu'ils fonctionnent à pression égale et que l'air de la tente n'est pas échangé avec l'air de la pièce. Le déshumidificateur peut être placé à l'intérieur de la tente et l'air "régénéré" pour sécher la roue est pompé dans la tente et en ressort. Le déshumidificateur peut également être placé à l'extérieur de la tente et l'air est aspiré de la tente vers le déshumidificateur et inversement, ce qui signifie que la tente ou la chambre de séchage peut être scellée autour des conduits afin d'obtenir une efficacité maximale.
Recirculation de l'air à 100 %, renouvellement de l'air à 0 %. C'est efficace.
L'humidité est "évacuée". Il n'y a pas de production d'eau. L'air humide est évacué vers l'extérieur ou déplacé vers une autre zone ventilée. Installation la plus courante.
{kind=link}
{kind=link}
La concentration de l'air sec permet d'obtenir des temps de séchage plus rapides. Exemple de "pression positive" ou de forçage de l'air sec dans les zones où il est nécessaire.
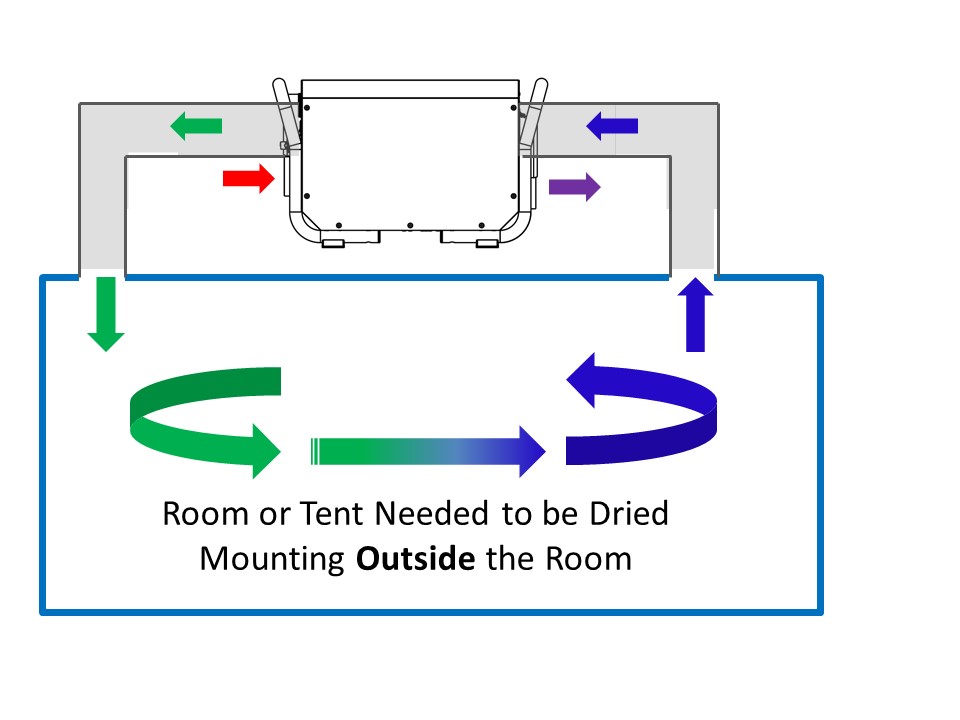
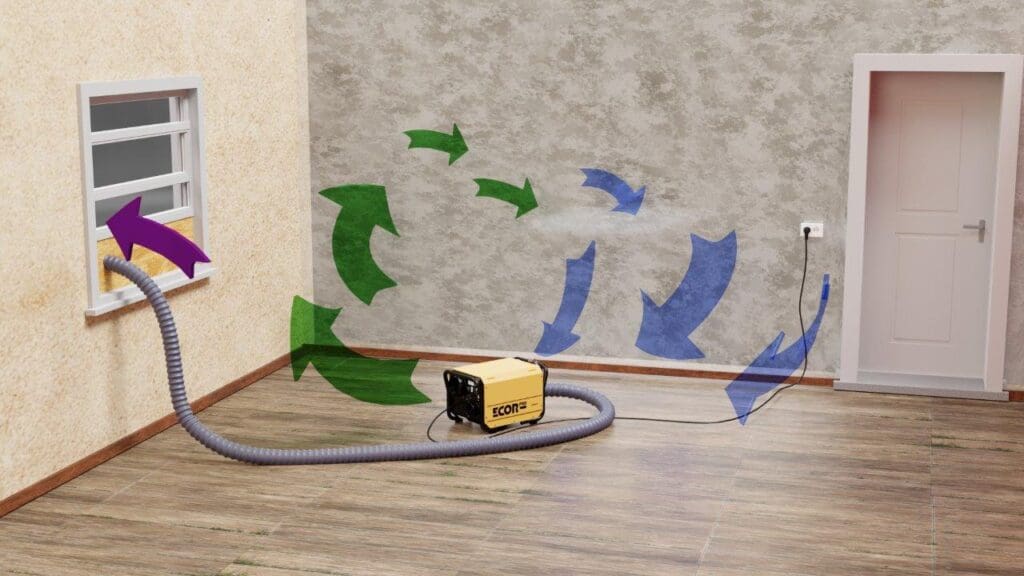
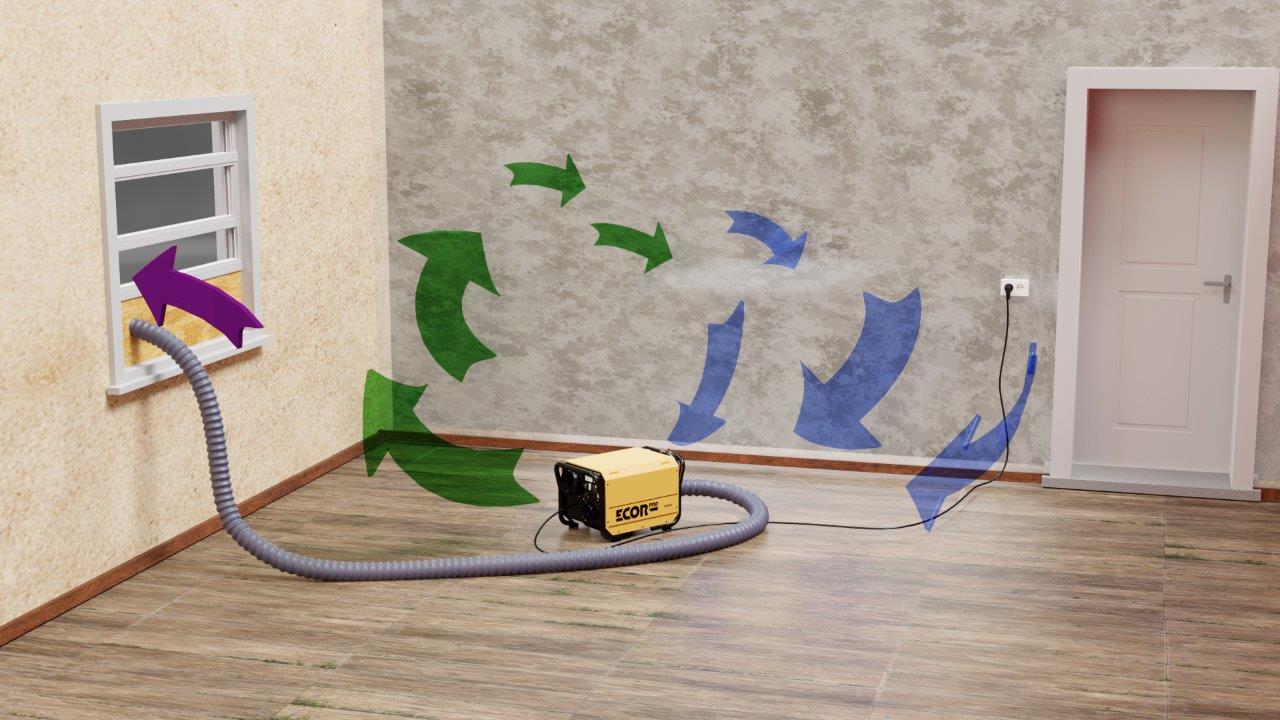
La recirculation de l'air à sécher a un effet composé et permet un séchage plus rapide. Ce système est à "pression neutre" et se trouve à l'extérieur de la pièce à sécher.

{kind=link}
{kind=link}
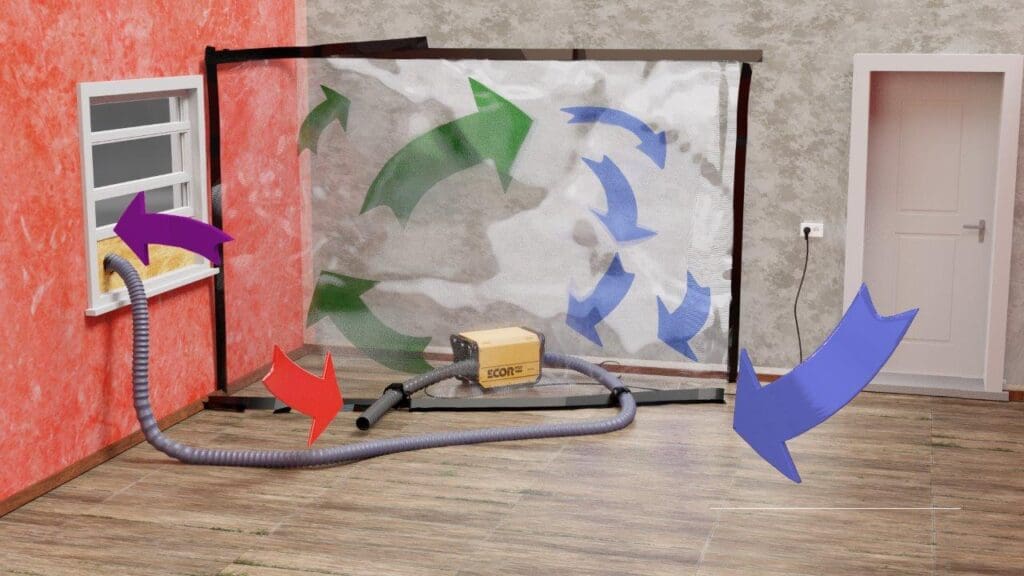
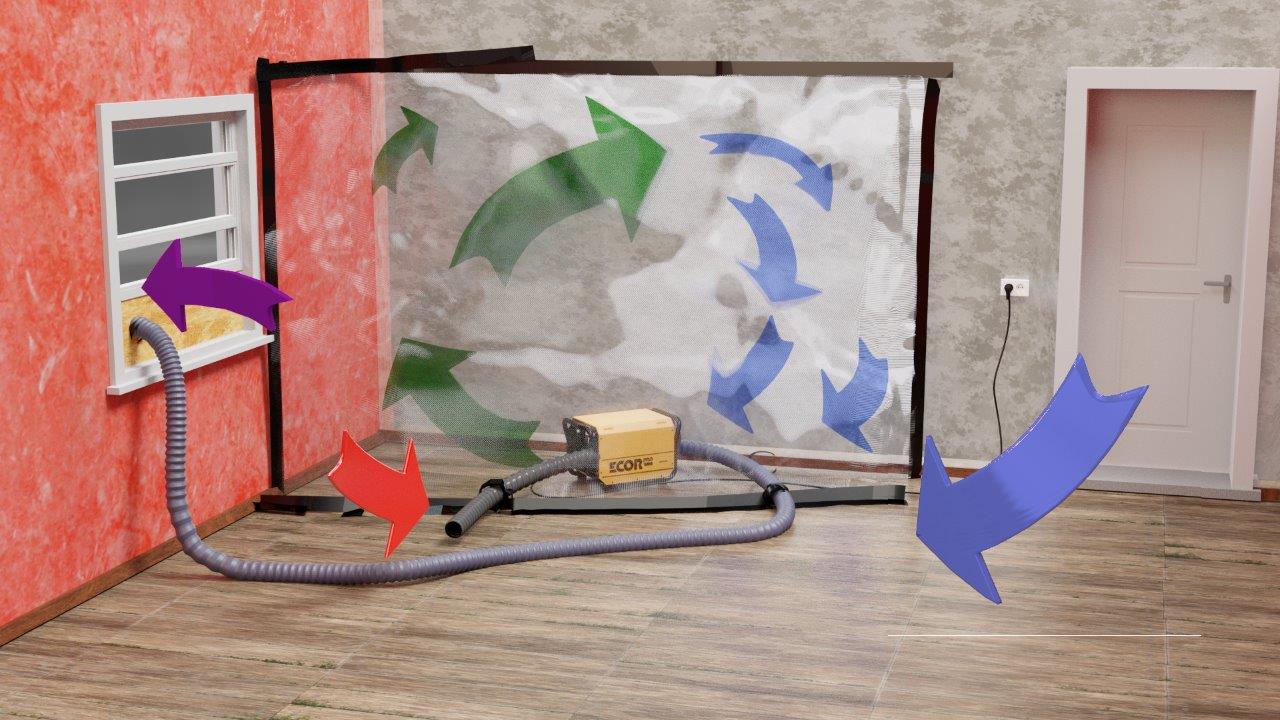
La méthode de séchage la plus efficace consiste à placer la machine dans la zone à sécher et à faire recirculer l'air. Ce système est à "pression neutre" et se trouve à l'intérieur de la pièce à sécher.
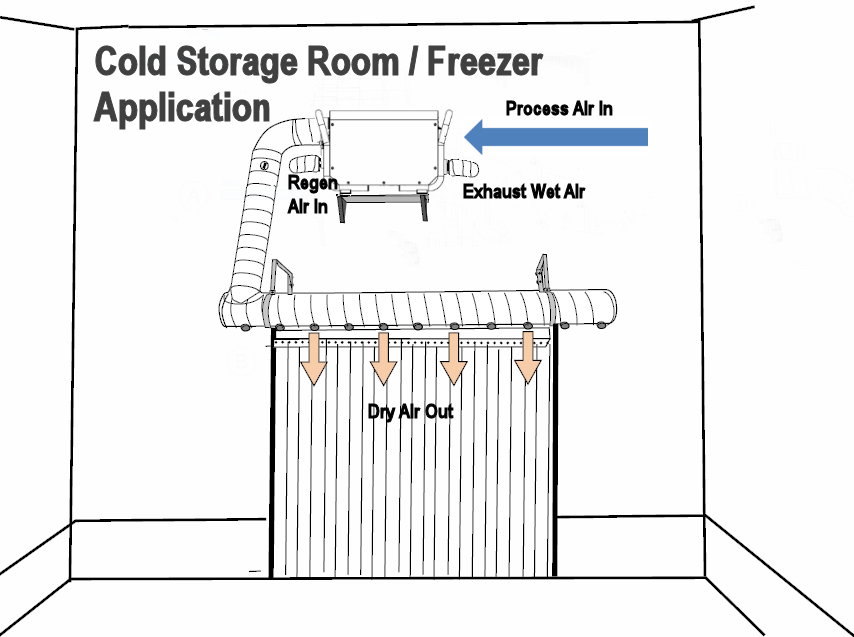
Fonctionnant en dessous de zéro et pouvant fonctionner dans des pièces scellées, 4-Hole permet même aux chambres froides et aux congélateurs de réduire les problèmes d'humidité.