












































































Neutral Pressure Focus Drying - FLOOD DRYING
-
 Flexible Industrial Ducting 80mm / 3" Diameter Length 3m / 9'
Flexible Industrial Ducting 80mm / 3" Diameter Length 3m / 9'
-
Flexible Industrial Ducting 80mm / 3" Diameter Length 6m / 18'
-
Flexible Industrial Ducting 125mm / 5" Diameter Length 3m / 9'
-
Flexible Industrial Ducting 125mm / 5" Diameter Length 6m / 18'
-
FILTERDH Filter Three Pack for DH25XX, DH35XX, EPD150, EPD200


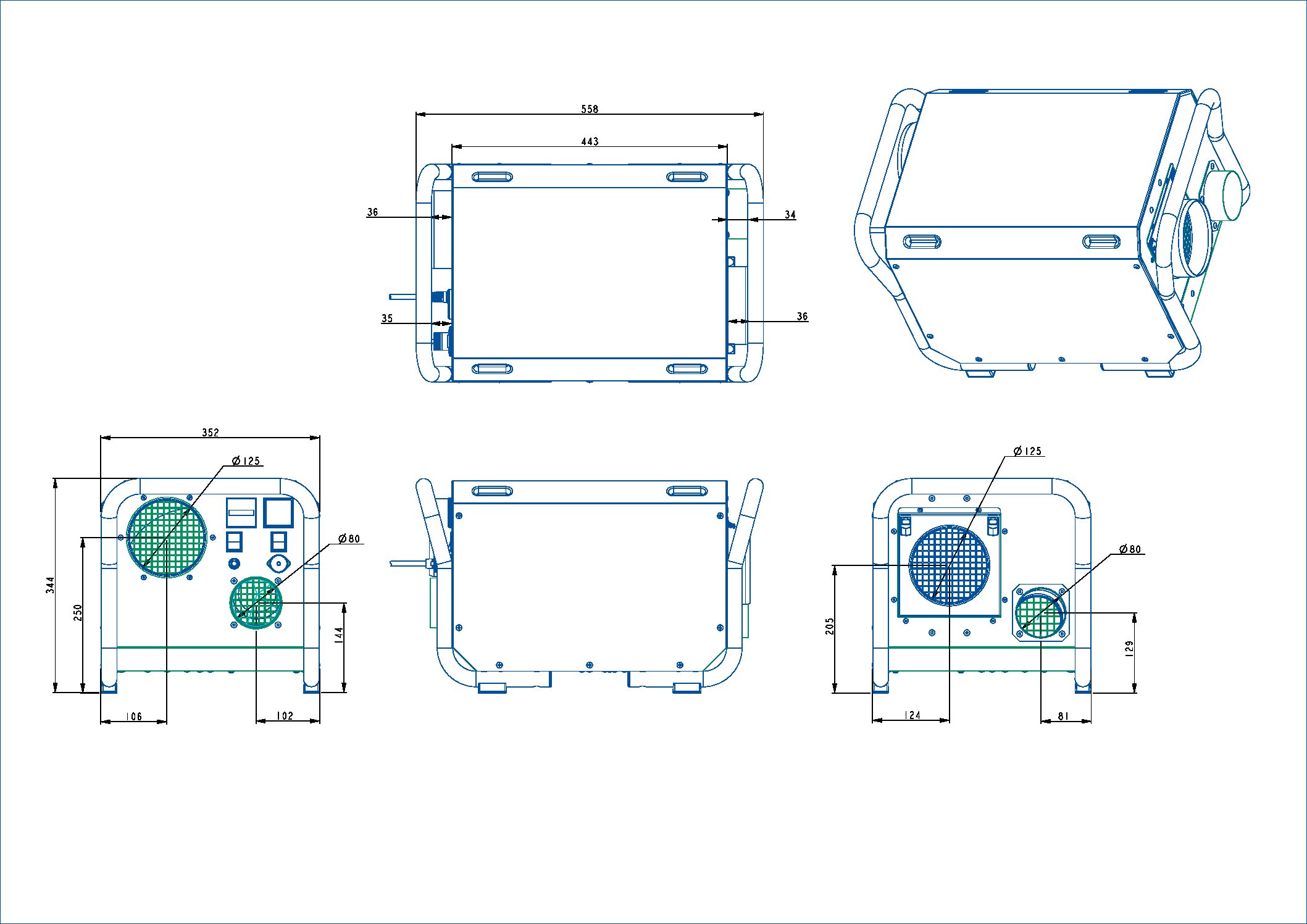
Dehumidifier Installation
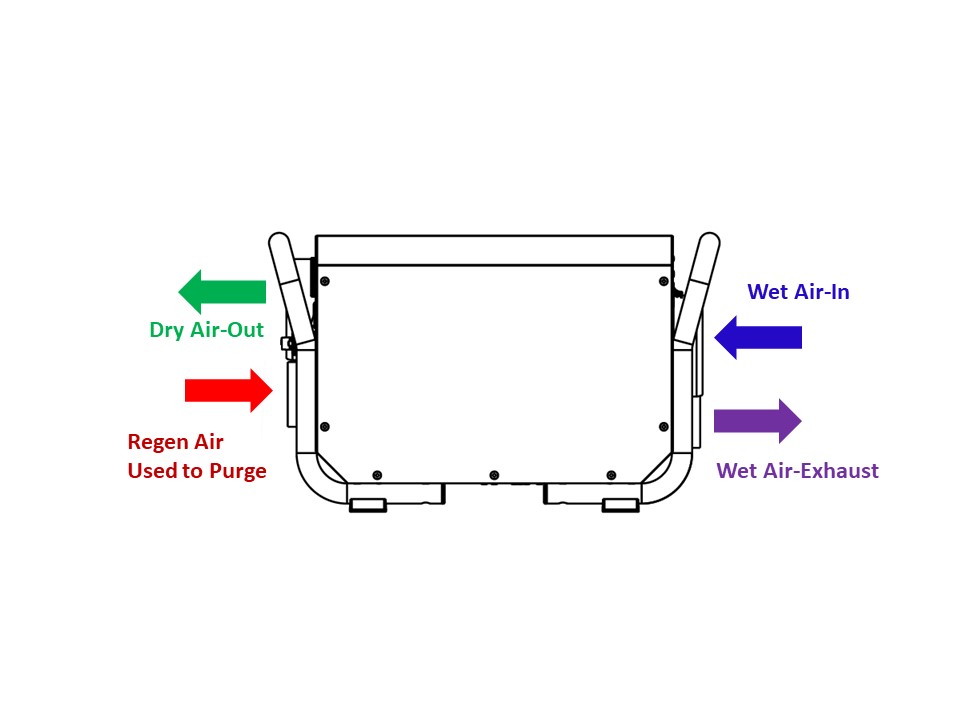
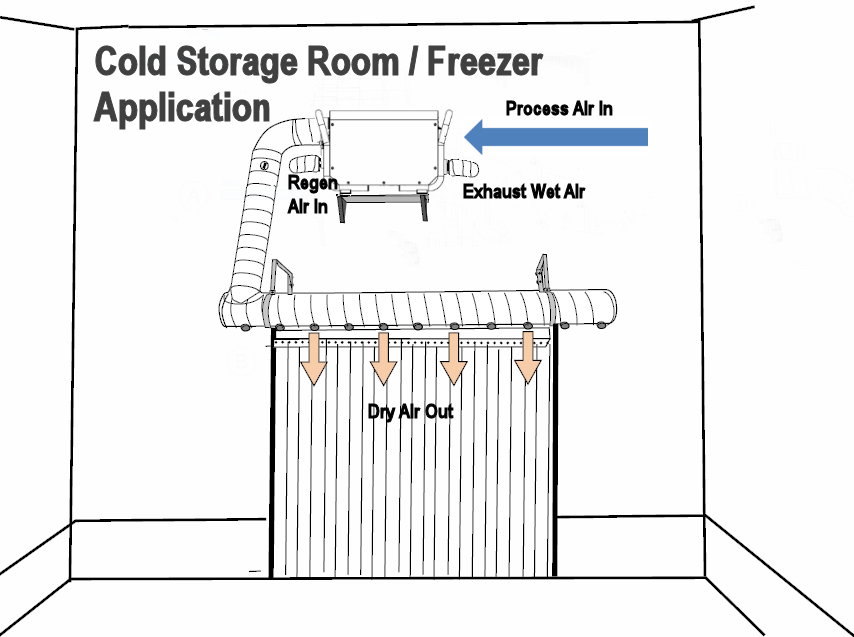
This is a 4-Hole dehumidifier meaning that there are 2 separate fans inside. One for the Process-Air (Air that needs to be dried) and the Regen Air that is used to purge the wheel of moistures and is then vented away
Drying a water-damaged room has moved on from the days of lighting a fire and opening the doors and windows. The industry no longer leaves a dehumidifier in the middle of the flood-damaged room with a couple of air movers and hopes for the best, not least because it wastes expensive energy and because contractors are increasingly aware of the need to reduce both their carbon footprint and the time it takes to do the job.
Power availability also means more efficient products can be used on the power supply than more power hungry units.
With saving labour and making effective use of expensive assets increasingly important in a competitive market, focused or targeted drying is a good start, but as we move towards a more sustainable, cost-focused industry, it’s not enough.
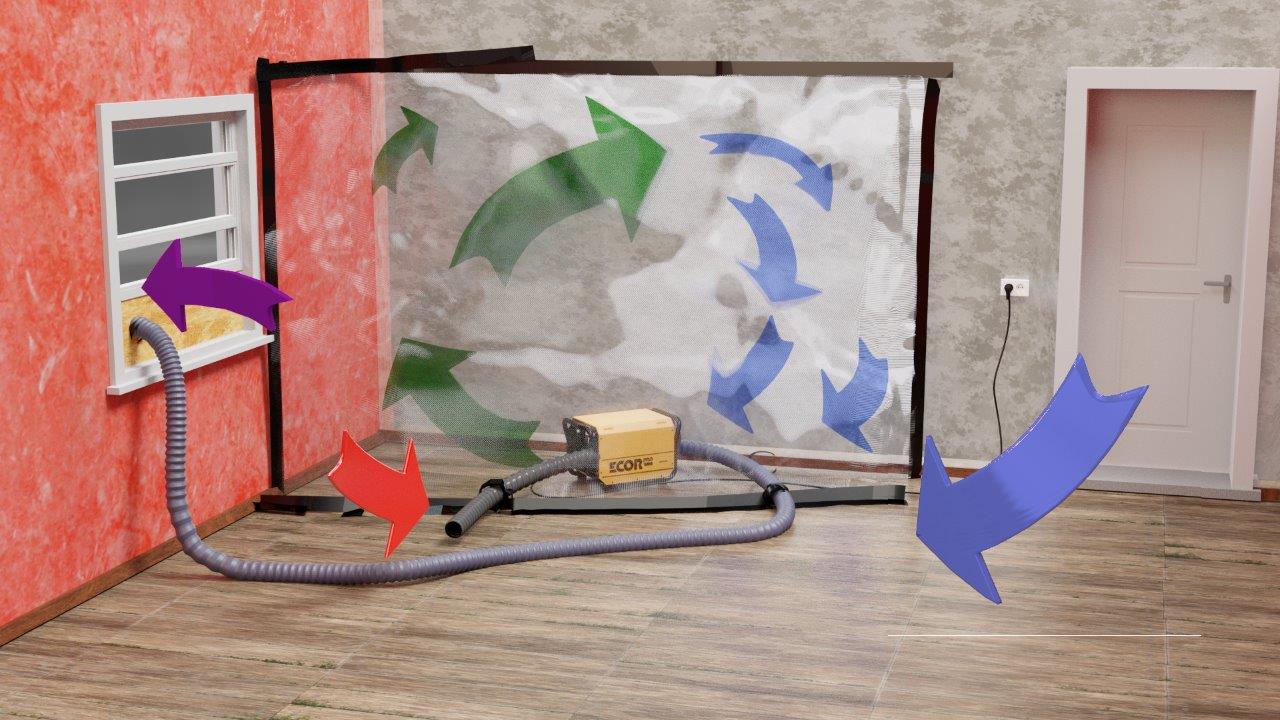
Using tenting for target drying ensures the dehumidifier only dries the wet parts of the room and avoids drying unaffected areas, a process that can cause secondary damage by sucking too much moisture out of some of the materials in the rest of the room. In short, drying a whole room to remedy a flood in part of it is remarkably inefficient.
Targeted drying uses plastic sheeting to create a sealed chamber, or ‘tent’, around the wet area of the room, saving significant amounts of energy by not drying the 90% of the room that wasn’t wet in the first place - but even that approach is inefficient.
The inefficiency arises when the tent is fed from outside by the dry air from a desiccant (absorption) dehumidifier, the best choice when drying dense materials like brick or block walls.
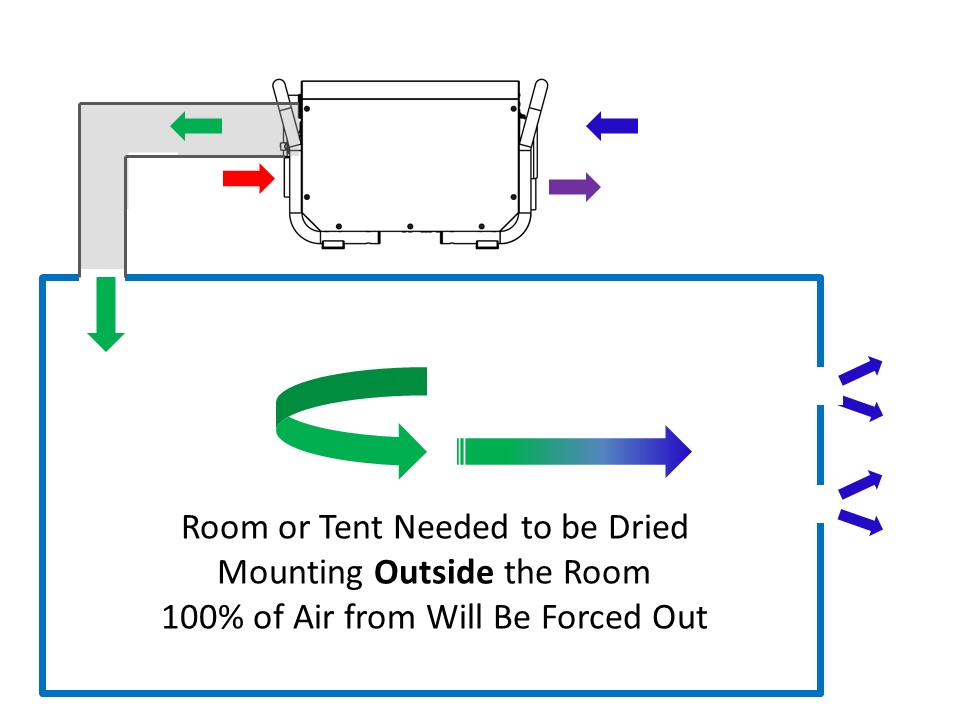
As air is blown into the tent, the same volume of air must escape. This positive pressure system means that the drying air is taken from the whole room – as well as from outside if the windows are open. That makes the whole room part of the drying regime, with the dehumidifier forced to dry potentially damp air before putting it into the tent. If the air being fed in can’t be controlled, the drying can’t be controlled either.
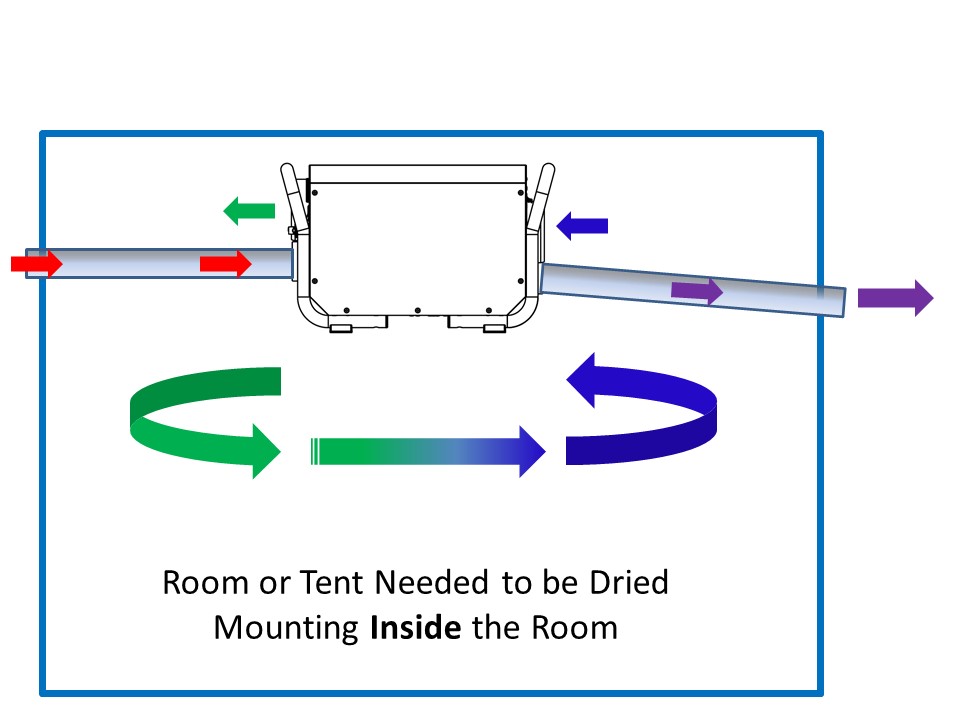
The answer is to create a negative pressure system by moving the dehumidifier inside the tent, creating a controlled environment.
Let’s talk maths. In our positive system, a normal three port desiccant dehumidifier moving 150 cubic metres (5300 cft) per hour is probably generating cubic metres (4200 cft) of dry air for drying and using 30 cubic metres (1000 cft) to dry its wheel. In a typical one cubic metre tent (35 cft) , the air is exchanged 120 times per hour, but if the tent is in a room with a total volume of 60 cubic metres (2100 cft), the air in the room outside the tent is recirculated twice, too – to no purpose.
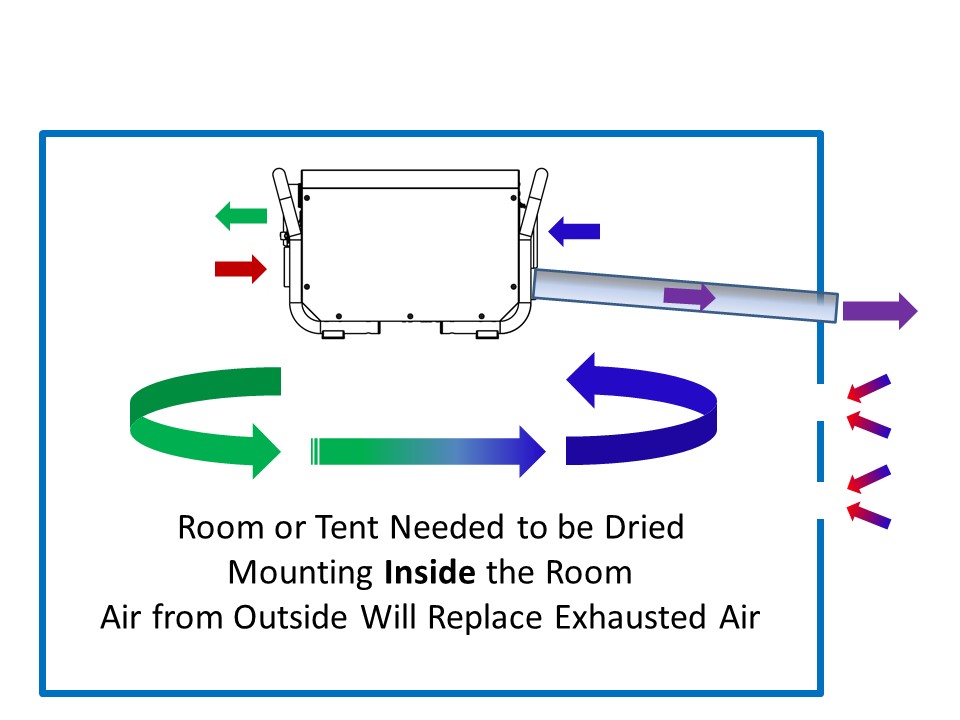
In a negative system, the air in the tent is exchanged only 30 times but is recirculated 120 times per hour, each time becoming drier, significantly increasing the efficiency of the drying regime and reducing energy usage.
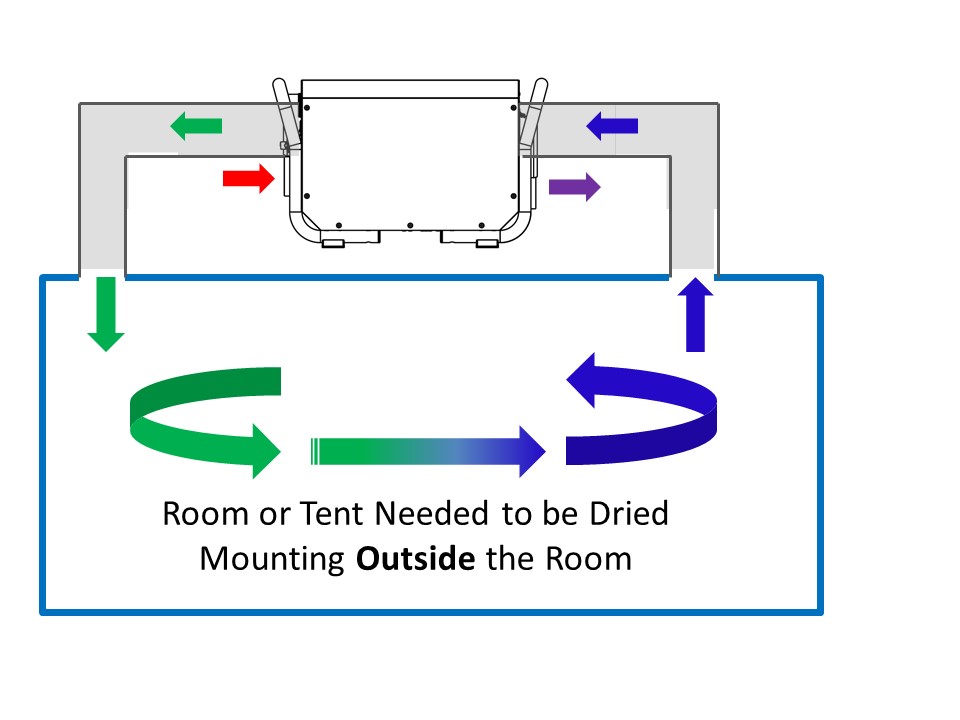
Taking this a step further, Ecor Pro’s four port DH3500/EPD200 and the EPD300 uses a separate air stream to dry its wheel, so it works at an equal pressure and air in the tent is not exchanged with the air in the room. The dehumidifier can be placed inside the tent and the ‘regen’ air to dry the wheel pumped into the tent and back out. Alternatively, the dehumidifier can be placed outside the tent and the air taken from the tent to the dehumidifier and back, which means the drying tent or chamber can be sealed around the ducts to give maximum efficiency.
Air recirculation 100%, air exchange 0%. That is efficient.
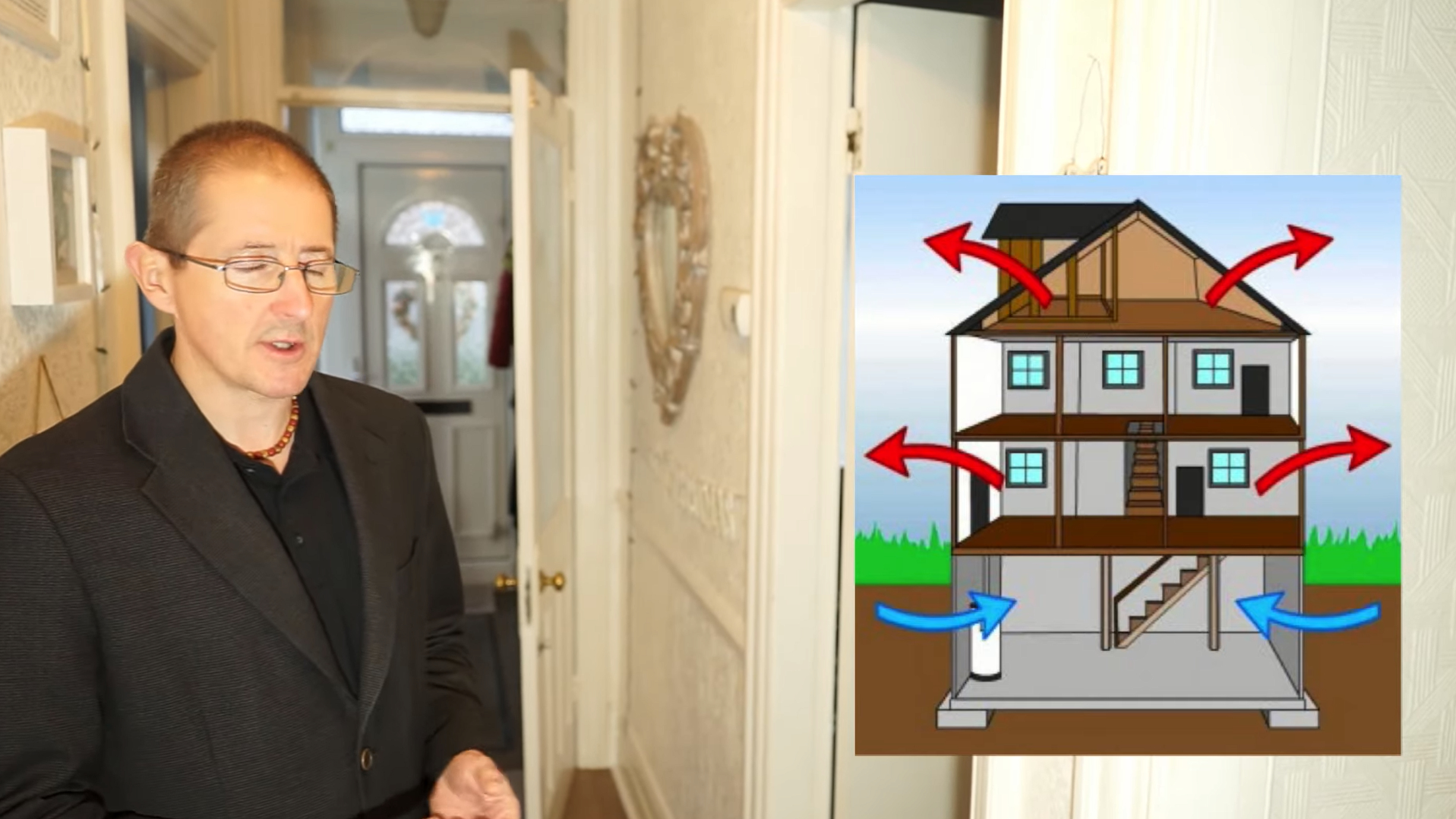
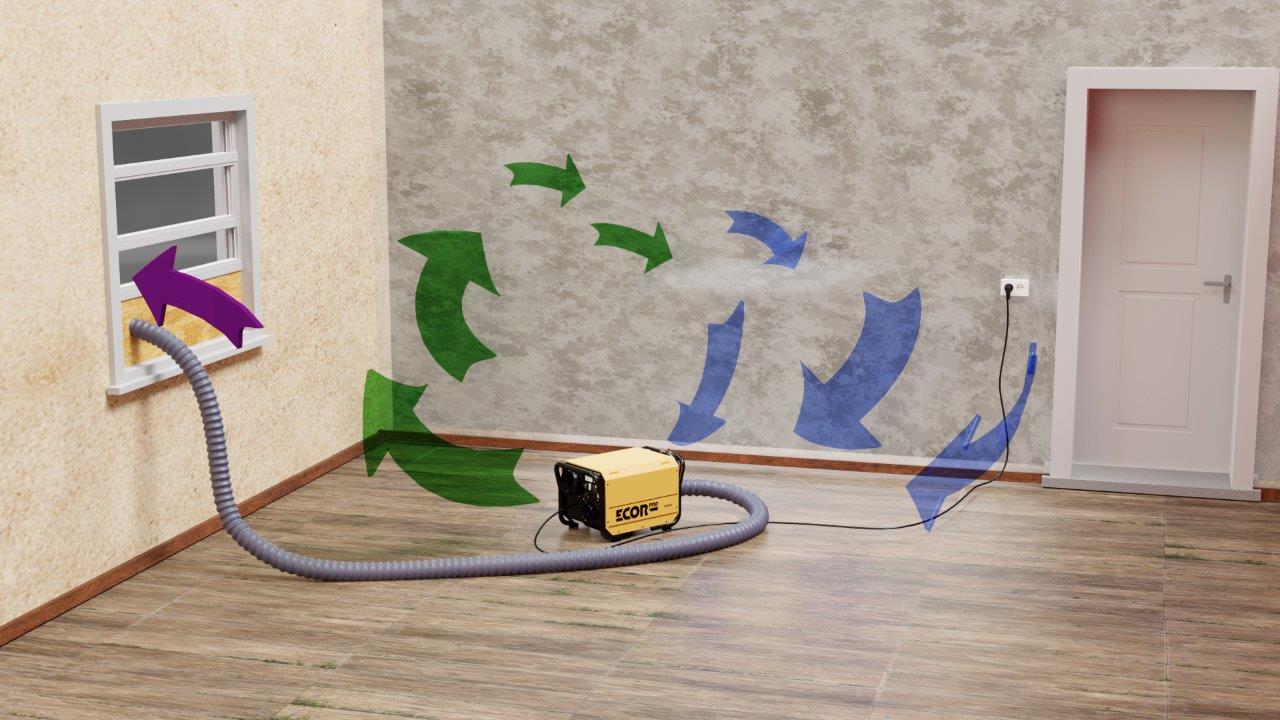
Moisture is "vented away". No water is produced. The moist air is vented to the outside or moved to another area that is vented. Most common installation.
{kind=link}
{kind=link}
Focussing the dry air gives faster drying times. Example of "Positive Pressure" or forcing the dry air into areas it is needed
{kind=link}
{kind=link}
Recirculating the air to be dried gives a compound effect and gives faster drying. This system is "Neutral Pressure" and is outside the room being dried.
{kind=link}
{kind=link}
Having the machine in the area being dried and recirculating the air is the most efficient way of drying. This system is "Neutral Pressure" and is inside the room being dried.
{kind=link}
{kind=link}
Operating below zero and can operate in sealed rooms, 4-Hole allows even cold rooms and freezers to reduce moisture problems.